
Typical Product Presentation
· Medical Devices

Dental Chair Swing Arm Assembly
This swing arm assembly for dental chairs is manufactured using powder metallurgy. It features high structural strength, stable dimensional accuracy, and a smooth, non-porous surface, meeting the wear and corrosion resistance requirements of long-term reciprocating motion in medical equipment, and providing reliable support for instrument positioning and angle adjustment in dental treatment units.
Powder Metallurgy Components for Dental Chair
Designed for dental treatment units, these components are manufactured via powder metallurgy. With uniform material density and stable mechanical properties, they are suitable for critical transmission and support parts of dental chairs, featuring low noise and high wear resistance, and meeting the cleanliness and long-term use standards of medical equipment.


Medical Control Lever
One-piece stainless steel MIM forming delivers tight tolerance and less secondary machining. Designed for minimally invasive device control assemblies, it features medical-grade material with outstanding biocompatibility. Lightweight rigid structure ensures smooth operation, withstands repeated high-temperature sterilization, and avoids bacterial retention for mass medical equipment matching.
Medical Clamp Tip
Powder metallurgy near-net shaping forms mounting holes in one step with uniform metal texture. As jaws for sampling & surgical instruments, it has deformation-resistant uniform hardness, tolerates autoclave sterilization without harmful precipitation. Seamless integrated structure meets medical cleanliness standards for invasive device assembly.


Medical Sealing Flange Base
High-density MIM stainless steel base integrates shaft & mounting holes for superior flatness and reliable fluid/gas sealing. As support for negative-pressure & fluid medical devices, it resists medical acid-base corrosion and cyclic sterilization. Crack-resistant seamless structure prevents bacteria breeding for clean operating room equipment.
·Communication Fiber Optics
Fiber Optic Communication Equipment
Formed via powder metallurgy, it provides high-precision 90° connection for fiber optic communication equipment with dust-proof and anti-loosening properties, ensuring stable optical signal transmission.


Fiber Ceramic Ferrule
Special for communication equipment, this LC three-lug ceramic ferrule adopts finely ground zirconia ceramic and CNC machined stainless steel, assembled and tested in dust-free workshop. It has low optical loss and supports over 10,000 plug-ins, compatible with LC fiber connectors for data centers, 5G stations, FTTH and other optical communication projects.
·Hardware Components for Daily Use
Ear-hook Bluetooth Headset
English Description: Precision-formed via powder metallurgy, this bracket features a compact, high-strength structure with light weight and wear resistance. It provides stable support and multi-angle adjustment for headphones, ensuring comfort and durability during use.

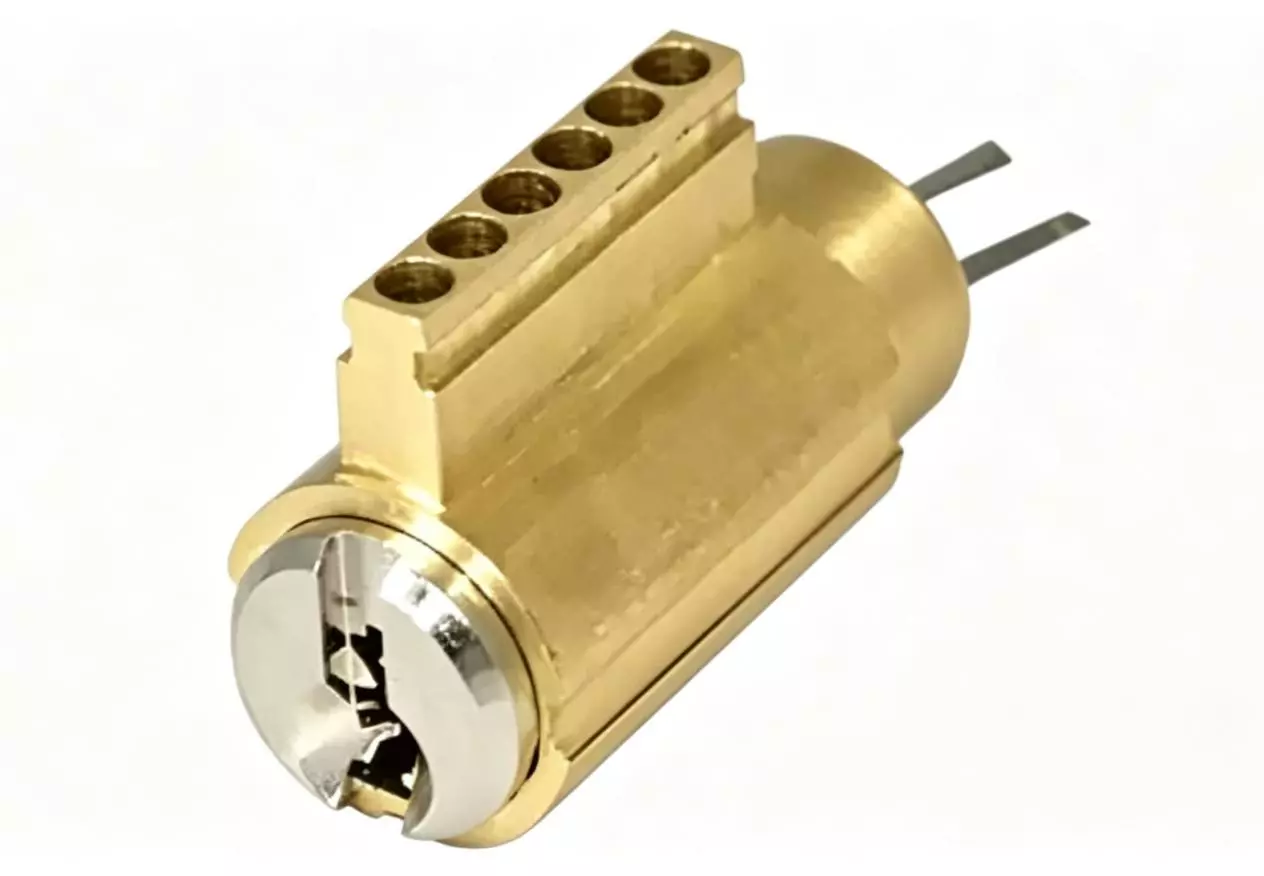
Electronic Lock Cylinder Powder Metallurgy Part
Precision-formed via powder metallurgy, this lock cylinder part features high dimensional accuracy, dense structure, and wear resistance. It fits the internal transmission and locking mechanisms of electronic locks, providing reliable anti-theft performance and long-term stable operation.
Powder Metallurgy Zipper Puller for Garment & Bags
Formed via powder metallurgy, metal zipper slider for leather shoes, handbags and clothes, with customizable surface electroplating finish.

·Electric Vehicle
Door Lock Drive Linkage
Precision-formed via powder metallurgy, this is a core transmission component for Electric Vehicles door lock systems. It features high strength, excellent wear resistance, and low noise, enabling stable and precise door lock operations under complex working conditions to ensure driving safety.


Auto Metal Support Bracket
Integrally formed via powder metallurgy, this component is used in Electric Vehicles motor end covers to provide high-precision, high-stability support for the rotating shaft. Its dense structure and high strength can effectively withstand radial loads during motor operation, ensuring efficient and smooth motor performance.
Automotive Actuator Housing
Made of stainless steel via MIM powder metallurgy, this integrated housing has precise holes with little secondary machining. Its dense structure resists vibration, extreme temperature and fluid corrosion. Lightweight and dimensionally consistent, it suits mass production of autonomous and NEV vehicle electronic actuators.


Shift Connect Sleeve Assembly
This integrated sleeve and limit fork is shaped by MIM with great coaxial precision. Uniform friction surface resists wear and gear oil corrosion. High strength prevents breakage, lightweight design optimizes shift response for mass assembly of fuel and new energy intelligent transmissions.
Production Workshop

