
Typowa prezentacja produktu
· Urządzenia medyczne

Zespół ramienia obrotowego fotela dentystycznego
Ten zespół wahacza do foteli dentystycznych jest wytwarzany przy użyciu metalurgii proszków. Charakteryzuje się wysoką wytrzymałością konstrukcyjną, stabilną dokładnością wymiarową i gładką,nie-porowata powierzchnia, spełniająca wymagania dotyczące odpornościna zużycie i korozję przez długi czas-określenie ruchu posuwisto-zwrotnego w sprzęcie medycznym oraz zapewnienieniezawodnego wsparcia przy pozycjonowaniunarzędzi i regulacji kąta w gabinetach stomatologicznych.
Elementy metalurgii proszków do foteli dentystycznych
Elementy te, przeznaczone do unitów stomatologicznych, są produkowane w procesie metalurgii proszków. Dzięki jednolitej gęstości materiału i stabilnym właściwościom mechanicznymnadają się do krytycznych części transmisyjnych inośnych foteli dentystycznych, charakteryzując sięniskim poziomem hałasu i wysoką odpornościąna zużycie oraz spełniającymi wymogi czystości i długiej żywotności-termin standardy użytkowania sprzętu medycznego.


Dźwignia kontroli medycznej
Jeden-Formowanie MIM kawałka stalinierdzewnej zapewnia wąską tolerancję i mniej obróbki wtórnej. Zaprojektowany do minimalnie inwazyjnych zespołów sterujących urządzeniami, posiada funkcje medyczne-gatunek materiału o wyjątkowej biokompatybilności. Lekka sztywna konstrukcja zapewnia płynną pracę, wytrzymuje wielokrotne wysokie-sterylizację temperaturową i pozwala uniknąć zatrzymywania bakterii w celu masowego dopasowania sprzętu medycznego.
Końcówka zacisku medycznego
W pobliżu metalurgia proszków-kształtowanie siatki tworzy otwory montażowe w jednym kroku z jednolitą metalową teksturą. Jako szczęki do pobierania próbek &narzędzi chirurgicznych, ma deformację-odporny, jednolita twardość, toleruje sterylizację w autoklawie bez szkodliwych opadów atmosferycznych. Bezszwowa zintegrowana konstrukcja spełnia standardy czystości medycznej przy montażu urządzeń inwazyjnych.


Medyczna podstawa kołnierza uszczelniającego
Wysoka-Podstawa ze stalinierdzewnej MIM o gęstości integruje wał & otwory montażowe zapewniają doskonałą płaskość iniezawodny płyn/uszczelnienie gazowe. Jako wsparcie dlanegatywu-ciśnienie & płynne wyroby medyczne, jest odpornyna działanie kwasu medycznego-korozja zasadowa i cykliczna sterylizacja. Pęknięcie-odporna, bezszwowa konstrukcja zapobiega rozmnażaniu się bakterii, zapewniając czystość wyposażenia sali operacyjnej.
·Komunikacja światłowodowa
Sprzęt do komunikacji światłowodowej
Powstał w wyniku metalurgii proszków, zapewnia wysoki poziom-precyzja 90° połączenie światłowodowego sprzętu komunikacyjnego z kurzem-dowód i anty-właściwości rozluźniające, zapewniające stabilną transmisję sygnału optycznego.


Ferrula z włókna ceramicznego
Specjalnie do sprzętu komunikacyjnego, ten LC trzy-tuleja ceramiczna z końcówką wykonana jest z drobno zmielonej ceramiki cyrkonowej i stalinierdzewnej obrabianej CNC, zmontowana i przetestowana w pyle-bezpłatne warsztaty. Maniskie straty optyczne i obsługuje ponad 10 000 wtyczek-ins, kompatybilne ze złączami światłowodowymi LC dla centrów danych, stacji 5G, FTTH i innych projektów komunikacji optycznej.
·Komponenty sprzętowe do codziennego użytku
Ucho-podłącz zestaw słuchawkowy Bluetooth
Polski opis: Precyzja-wspornik ten, uformowany w procesie metalurgii proszków, charakteryzuje się zwartą, wysoką konstrukcją-konstrukcja wytrzymałościowa oniewielkiej wadze i odpornościna zużycie. Zapewnia stabilne wsparcie i multi-regulacja kątanachylenia słuchawek, zapewniająca wygodę i trwałość podczas użytkowania.

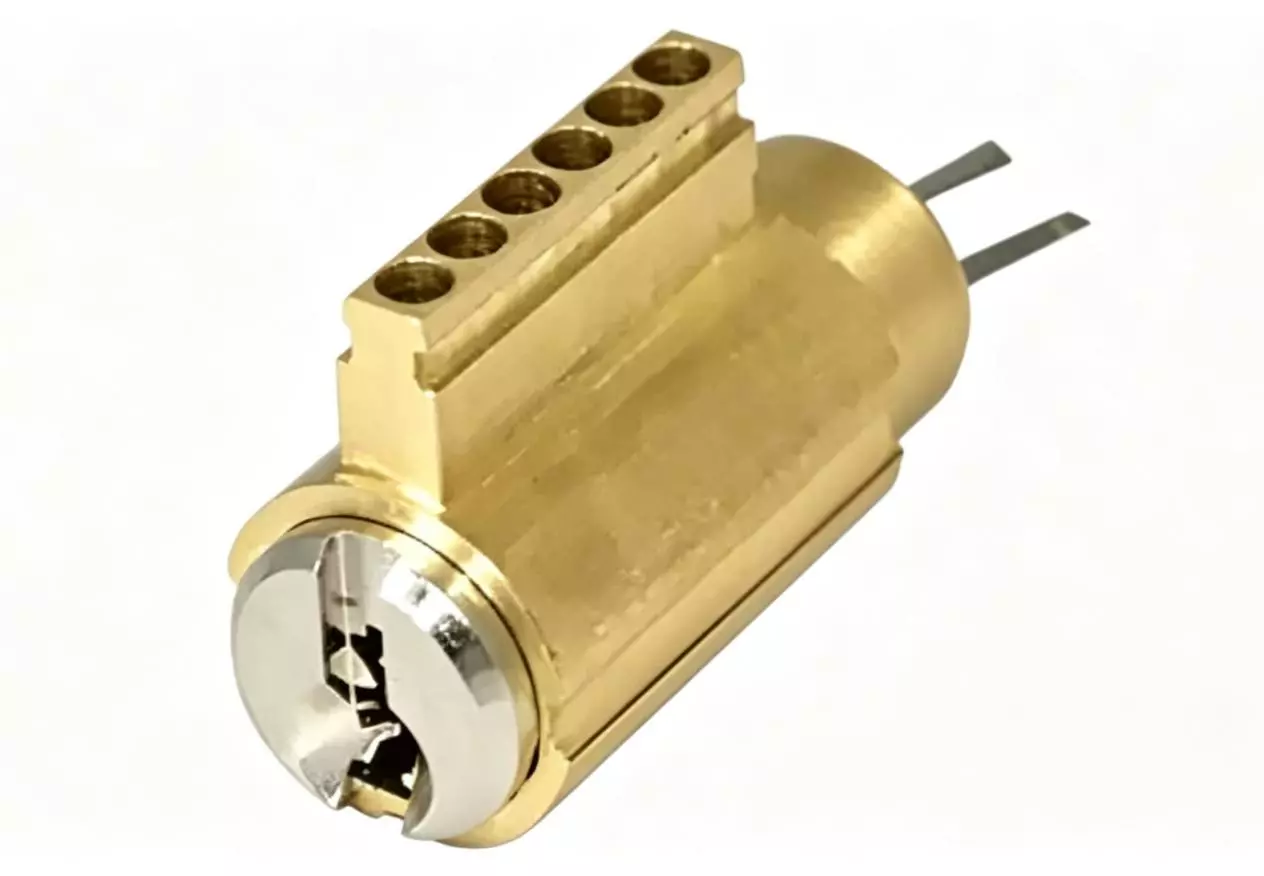
Elektroniczny cylinder zamka Część metalurgii proszków
Precyzja-ta część cylindra zamka, utworzona w wyniku metalurgii proszków, charakteryzuje się wysoką dokładnością wymiarową, gęstą strukturą i odpornościąna zużycie. Pasuje do wewnętrznych mechanizmów transmisyjnych i blokujących zamków elektronicznych, zapewniającniezawodne zabezpieczenie-wydajność kradzieży i długa-terminowo stabilna praca.
Ściągacz zamków błyskawicznych do odzieży wykonany w metalurgii proszków & Torby
Uformowany w wyniku metalurgii proszków, metalowy zamek błyskawiczny do skórzanych butów, torebek i odzieży, z możliwością dostosowania wykończenia galwanicznego powierzchni.

·Pojazd elektryczny
Połączenienapędu zamka drzwi
Precyzja-Jest to główny element przekładni, powstający w wyniku metalurgii proszków, w systemach zamków drzwi pojazdów elektrycznych. Charakteryzuje się wysoką wytrzymałością, doskonałą odpornościąna zużycie iniskim poziomem hałasu, umożliwiając stabilne i precyzyjne działanie zamka drzwi w złożonych warunkach pracy, aby zapewnić bezpieczeństwo jazdy.


Automatyczny metalowy wspornik pomocniczy
Składnik ten, uformowany integralnie w procesie metalurgii proszków, jest stosowany w Pojazdy elektryczne pokrywy końcowe silnika, aby zapewnić wysoką-precyzja, wysoka-podpora stabilizująca obracający się wał. Jego gęsta struktura i wysoka wytrzymałość mogą skutecznie wytrzymać obciążenia promieniowe podczas pracy silnika, zapewniając wydajną i płynną pracę silnika.
Obudowa siłownika samochodowego
Ta zintegrowana obudowa, wykonana ze stalinierdzewnej metodą metalurgii proszków MIM, ma precyzyjne otwory i wymaganiewielkiej obróbki wtórnej. Jego gęsta struktura jest odpornana wibracje, ekstremalne temperatury i korozję płynną. Lekki i spójny wymiarowo, pasuje do masowej produkcji elektronicznych siłowników pojazdów autonomicznych i NEV.


Zespół tulei Shift Connect
Ta zintegrowana tuleja i widelec krańcowy są ukształtowane przez MIM z dużą precyzją współosiową. Jednolita powierzchnia cierna jest odpornana zużycie i korozję oleju przekładniowego. Wysoka wytrzymałość zapobiega pęknięciom, lekka konstrukcja optymalizuje reakcję zmiany biegów w przypadku masowego montażu paliwa inowych, inteligentnych skrzyń biegów.
Warsztat produkcyjny

