
Типично представяне на продукта
· Медицински изделия

Монтаж на въртящо се рамо на стоматологичния стол
Това въртящо се рамо за зъболекарски столове е произведено чрез прахова металургия. Отличава се с висока структурна якост, стабилна точност на размерите и гладка, не-пореста повърхност, отговаряща на изискванията за устойчивост на износване и корозия на дълго-термин възвратно-постъпателно движение в медицинско оборудване и осигуряване на надеждна опора за позициониране на инструментите и регулиране на ъгъла в зъболекарски апарати.
Компоненти от прахова металургия за стоматологичен стол
Проектирани за зъболекарски апарати, тези компоненти се произвеждат чрез прахова металургия. С еднаква плътност на материала и стабилни механични свойства, те са подходящи за критични трансмисионни и опорни части на зъболекарски столове, отличаващи се с нисък шум и висока устойчивост на износване и отговарящи на чистотата и дълготрайността-стандарти за срочна употреба на медицинско оборудване.


Медицински контролен лост
един-формоването на част от неръждаема стомана MIM осигурява строг допуск и по-малко вторична обработка. Проектиран за минимално инвазивни модули за управление на устройства, той се отличава с медицински характеристики-материал с изключителна биосъвместимост. Леката твърда структура осигурява плавна работа, издържа на многократни високи-температурна стерилизация и избягва задържането на бактерии за съвпадение на масово медицинско оборудване.
Накрайник за медицинска скоба
Прахова металургия в близост-оформянето на мрежа формира монтажни отвори в една стъпка с еднаква метална текстура. Като челюсти за вземане на проби & хирургически инструменти, има деформация-устойчива равномерна твърдост, понася стерилизация в автоклав без вредни утайки. Безшевната интегрирана структура отговаря на стандартите за медицинска чистота за инвазивно сглобяване на устройства.


Медицинска уплътнителна фланцева основа
високо-плътност MIM основа от неръждаема стомана интегрира вал & монтажни отвори за превъзходна плоскост и надеждна течност/газово уплътнение. Като подкрепа за негатив-налягане & течни медицински устройства, той е устойчив на медицинска киселина-основна корозия и циклична стерилизация. Крак-устойчивата безшевна структура предотвратява размножаването на бактерии за чисто оборудване на операционната зала.
·Комуникационни оптични влакна
Оптично комуникационно оборудване
Създаден чрез прахова металургия, той осигурява високо-точност 90° връзка за оптично комуникационно оборудване с прах-доказателство и анти-разхлабващи свойства, осигуряващи стабилно предаване на оптичен сигнал.


Фиброкерамична ферула
Специално за комуникационно оборудване, този LC три-керамичният накрайник използва фино смляна циркониева керамика и CNC машинно обработена неръждаема стомана, сглобена и тествана на прах-безплатен семинар. Има ниски оптични загуби и поддържа над 10 000 щепсела-ins, съвместими с LC влакнести конектори за центрове за данни, 5G станции, FTTH и други оптични комуникационни проекти.
·Хардуерни компоненти за ежедневна употреба
Ухо-кука Bluetooth слушалка
Описание на английски: Precision-формирана чрез прахова металургия, тази скоба се отличава с компактна, висока-якостна структура с леко тегло и устойчивост на износване. Осигурява стабилна поддръжка и мулти-регулиране на ъгъла на слушалките, осигуряващо комфорт и издръжливост по време на употреба.

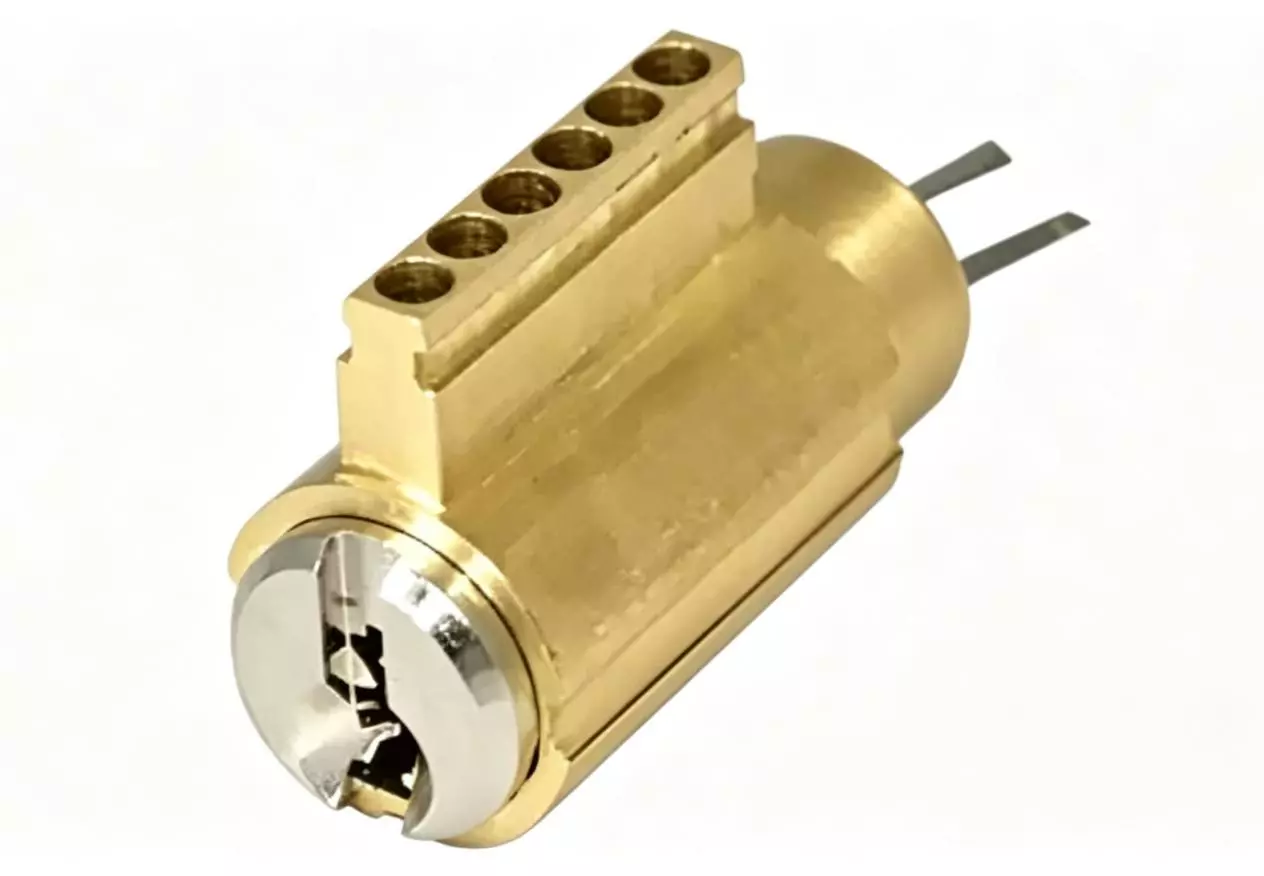
Електронен цилиндър за прахова металургия
Прецизност-Създадена чрез прахова металургия, тази част на цилиндъра на бравата се отличава с висока точност на размерите, плътна структура и устойчивост на износване. Пасва на вътрешните предавателни и заключващи механизми на електронни брави, осигурявайки надеждна защита-изпълнение на кражба и дълъг-срок на стабилна работа.
Устройство за издърпване на ципове от прахова металургия за дрехи & Чанти
Оформен чрез прахова металургия, метален плъзгач с цип за кожени обувки, чанти и дрехи, с персонализирано повърхностно галванично покритие.

·Електрическо превозно средство
Лостов механизъм за заключване на вратата
Прецизност-създаден чрез прахова металургия, това е основен трансмисионен компонент за системите за заключване на вратите на електрически превозни средства. Отличава се с висока якост, отлична устойчивост на износване и нисък шум, което позволява стабилни и прецизни операции за заключване на вратата при сложни работни условия, за да се гарантира безопасност при шофиране.


Автоматична метална опорна скоба
Интегрално образуван чрез праховата металургия, този компонент се използва в Електрически превозни средства крайни капаци на двигателя за осигуряване на висока-прецизност, висока-опора за стабилност на въртящия се вал. Неговата плътна структура и висока якост могат ефективно да издържат на радиални натоварвания по време на работа на двигателя, осигурявайки ефективна и гладка работа на двигателя.
Корпус на автомобилния задвижващ механизъм
Изработен от неръждаема стомана чрез MIM прахова металургия, този интегриран корпус има прецизни отвори с малко вторична обработка. Неговата плътна структура е устойчива на вибрации, екстремни температури и флуидна корозия. Лек и с постоянни размери, той е подходящ за масово производство на електронни задвижващи механизми за автономни и NEV превозни средства.


Shift Connect Sleeve Assembly
Тази интегрирана втулка и ограничителна вилка са оформени от MIM с голяма коаксиална прецизност. Еднаква повърхност на триене е устойчива на износване и корозия на трансмисионното масло. Високата якост предотвратява счупването, олекотената конструкция оптимизира реакцията на превключване за масово сглобяване на гориво и нови енергийни интелигентни трансмисии.
Производствен цех

