
Persembahan Produk Biasa
· Peranti Perubatan

Pemasangan Lengan Ayun Kerusi Pergigian
Pemasangan lengan hayun untuk kerusi pergigian ini dihasilkan menggunakan metalurgi serbuk. Ia mempunyai kekuatan struktur yang tinggi, ketepatan dimensi yang stabil, dan licin, tidak-permukaan berliang, memenuhi keperluan rintangan haus dan kakisan yang panjang-istilah gerakan salingan dalam peralatan perubatan, dan menyediakan sokongan yang boleh dipercayai untuk kedudukan instrumen dan pelarasan sudut dalam unit rawatan pergigian.
Komponen Metalurgi Serbuk untuk Kerusi Pergigian
Direka untuk unit rawatan pergigian, komponen ini dihasilkan melalui metalurgi serbuk. Dengan ketumpatan bahan seragam dan sifat mekanikal yang stabil, ia sesuai untuk penghantaran kritikal dan bahagian sokongan kerusi pergigian, menampilkan bunyi yang rendah dan rintangan haus yang tinggi, dan memenuhi kebersihan dan panjang.-piawaian penggunaan jangka masa peralatan perubatan.


Tuas Kawalan Perubatan
satu-sekeping keluli tahan karat MIM membentuk memberikan toleransi yang ketat dan kurang pemesinan sekunder. Direka untuk pemasangan kawalan peranti invasif minimum, ia mempunyai ciri perubatan-bahan gred dengan biokeserasian yang cemerlang. Struktur tegar ringan memastikan operasi lancar, tahan tinggi berulang-pensterilan suhu, dan mengelakkan pengekalan bakteria untuk pemadanan peralatan perubatan besar-besaran.
Petua Pengapit Perubatan
Metalurgi serbuk berhampiran-membentuk jaring membentuk lubang pelekap dalam satu langkah dengan tekstur logam yang seragam. Sebagai rahang untuk pensampelan & instrumen pembedahan, ia mempunyai ubah bentuk-kekerasan seragam tahan, bertolak ansur dengan pensterilan autoklaf tanpa pemendakan berbahaya. Struktur bersepadu lancar memenuhi piawaian kebersihan perubatan untuk pemasangan peranti invasif.


Pangkalan Bebibir Pengedap Perubatan
tinggi-ketumpatan asas keluli tahan karat MIM menyepadukan aci & lubang pelekap untuk kerataan unggul dan cecair yang boleh dipercayai/pengedap gas. Sebagai sokongan untuknegatif-tekanan & peranti perubatan cecair, ia menentang asid perubatan-kakisan asas dan pensterilan kitaran. Retak-struktur lancar yang tahan menghalang pembiakan bakteria untuk peralatan bilik operasi yang bersih.
·Gentian Optik Komunikasi
Peralatan Komunikasi Gentian Optik
Dibentuk melalui metalurgi serbuk, ia memberikan yang tinggi-ketepatan 90° sambungan untuk peralatan komunikasi gentian optik dengan habuk-bukti dan anti-sifat melonggarkan, memastikan penghantaran isyarat optik yang stabil.


Ferrule Seramik Gentian
Khas untuk peralatan komunikasi, LC tiga ini-ferrule seramik lug menggunakan seramik zirkonia yang dikisar halus dan keluli tahan karat mesin CNC, dipasang dan diuji dalam habuk-bengkel percuma. Ia mempunyai kehilangan optik yang rendah dan menyokong lebih 10,000 palam-ins, serasi dengan penyambung gentian LC untuk pusat data, stesen 5G, FTTH dan projek komunikasi optik yang lain.
·Komponen Perkakasan untuk Kegunaan Harian
Telinga-cangkuk Alat dengar Bluetooth
Perihalan Bahasa Inggeris: Precision-dibentuk melalui metalurgi serbuk, kurungan ini mempunyai ciri padat, tinggi-struktur kekuatan dengan berat ringan dan rintangan haus. Ia menyediakan sokongan yang stabil dan berbilang-pelarasan sudut untuk fon kepala, memastikan keselesaan dan ketahanan semasa digunakan.

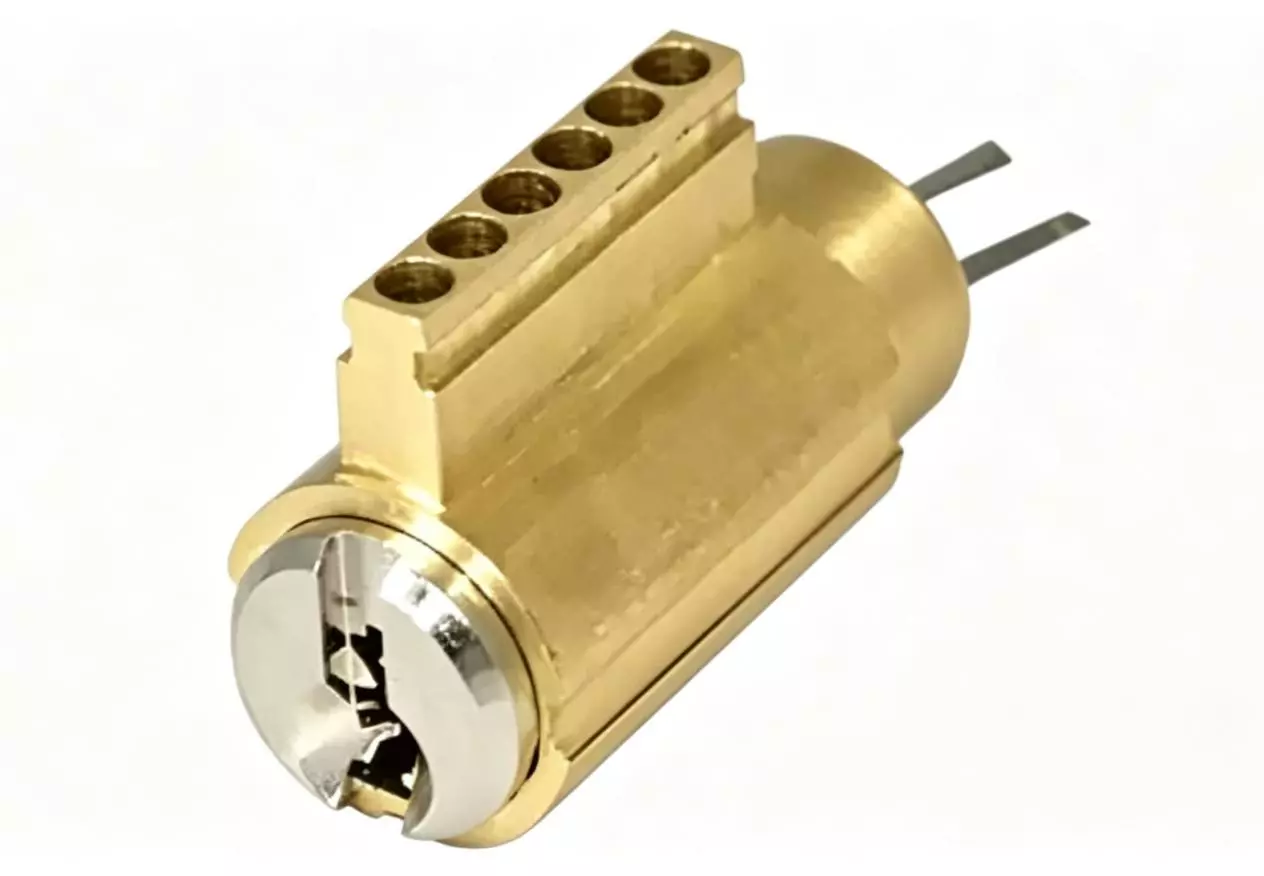
Bahagian Metalurgi Serbuk Silinder Kunci Elektronik
Ketepatan-dibentuk melalui metalurgi serbuk, bahagian silinder kunci ini mempunyai ketepatan dimensi tinggi, struktur padat dan rintangan haus. Ia sesuai dengan mekanisme penghantaran dan penguncian dalaman kunci elektronik, memberikan anti yang boleh dipercayai-prestasi kecurian dan panjang-operasi stabil jangka.
Penarik Zip Metalurgi Serbuk untuk Pakaian & Beg
Dibentuk melalui metalurgi serbuk, gelangsar zip logam untuk kasut kulit, beg tangan dan pakaian, dengan kemasan penyaduran permukaan yang boleh disesuaikan.

·Kenderaan Elektrik
Pautan Pandu Kunci Pintu
Ketepatan-dibentuk melalui metalurgi serbuk, ini adalah komponen penghantaran teras untuk sistem kunci pintu Kenderaan Elektrik. Ia mempunyai kekuatan tinggi, rintangan haus yang sangat baik, dan hingar yang rendah, membolehkan operasi kunci pintu yang stabil dan tepat di bawah keadaan kerja yang kompleks untuk memastikan keselamatan pemanduan.


Pendakap Sokongan Logam Auto
Dibentuk secara bersepadu melalui metalurgi serbuk, komponen ini digunakan dalam Kenderaan Elektrik penutup hujung motor untuk menyediakan tinggi-ketepatan, tinggi-sokongan kestabilan untuk aci berputar. Strukturnya yang padat dan kekuatan tinggi boleh menahan beban jejarian dengan berkesan semasa operasi motor, memastikan prestasi motor yang cekap dan lancar.
Perumahan Penggerak Automotif
Diperbuat daripada keluli tahan karat melalui metalurgi serbuk MIM, perumahan bersepadu ini mempunyai lubang yang tepat dengan pemesinan sekunder yang sedikit. Struktur padatnya menahan getaran, suhu melampau dan kakisan bendalir. Ringan dan konsisten dari segi dimensi, ia sesuai dengan pengeluaran besar-besaran penggerak elektronik kenderaan autonomi dan NEV.


Pemasangan Lengan Shift Connect
Lengan bersepadu dan garpu had ini dibentuk oleh MIM dengan ketepatan sepaksi yang hebat. Permukaan geseran seragam menahan haus dan kakisan minyak gear. Kekuatan tinggi menghalang kerosakan, reka bentuk ringan mengoptimumkan tindak balas anjakan untuk pemasangan besar-besaran bahan api dan transmisi pintar tenaga baharu.
Bengkel Pengeluaran

