
Presentazione tipica del prodotto
· Dispositivi medici

Gruppo braccio oscillante per poltrona odontoiatrica
Questo gruppo braccio oscillante per poltrone odontoiatriche è prodotto utilizzando la metallurgia delle polveri. È dotato di elevata resistenza strutturale, precisione dimensionale stabile e superficie liscia enon-superficie porosa, che soddisfa i requisiti di resistenza all'usura e alla corrosione di lunga durata-termine movimento alternativonelle apparecchiature mediche e fornisce un supporto affidabile per il posizionamento degli strumenti e la regolazione dell'angolonei riuniti odontoiatrici.
Componenti per la metallurgia delle polveri per poltrona odontoiatrica
Progettati per i riuniti odontoiatrici, questi componenti sono prodotti tramite metallurgia delle polveri. Con una densità del materiale uniforme e proprietà meccaniche stabili, sono adatti per la trasmissione critica e le parti di supporto delle poltrone odontoiatriche, caratterizzati da bassa rumorosità ed elevata resistenza all'usura e soddisfano la pulizia e la lunga durata-standard di utilizzo a termine delle apparecchiature mediche.


Leva di controllo medico
Uno-La formatura MIM di un pezzo in acciaio inossidabile offre tolleranze strette e meno lavorazioni secondarie. Progettato per gruppi di controllo di dispositivi minimamente invasivi, è dotato di funzionalità mediche-materiale di alta qualità con eccezionale biocompatibilità. La struttura rigida e leggera garantisce un funzionamento regolare e resiste a ripetuti alti-sterilizzazione a temperatura ed evita la ritenzione batterica per l'abbinamento di apparecchiature mediche di massa.
Punta del morsetto medico
Metallurgia delle polveri vicina-la modellatura della rete forma i fori di montaggio in un unico passaggio con una struttura metallica uniforme. Come mascelle per il campionamento & strumenti chirurgici, presenta deformazione-durezza uniforme e resistente, tollera la sterilizzazione in autoclave senza precipitazioni dannose. La struttura integrata senza giunture soddisfa gli standard di pulizia medica per l'assemblaggio di dispositivi invasivi.


Base della flangia di tenuta medica
Alto-la base in acciaio inossidabile MIM a densità integra l'albero & fori di montaggio per una planarità superiore e un fluido affidabile/tenuta al gas. Come supporto per ilnegativo-pressione & dispositivi medici fluidi, resiste all'acido medicale-corrosione della base e sterilizzazione ciclica. Crepa-la struttura resistente e senza giunture impedisce la proliferazione di batteri per attrezzature pulite per la sala operatoria.
·Fibra ottica di comunicazione
Apparecchiature di comunicazione in fibra ottica
Formato tramite metallurgia delle polveri, fornisce un elevato contenuto di sostanze chimiche-precisione 90° connessione per apparecchiature di comunicazione in fibra ottica con polvere-prova e anti-proprietà di allentamento, garantendo una trasmissione stabile del segnale ottico.


Ghiera in fibra ceramica
Speciale per apparecchiature di comunicazione, questo LC tre-la ghiera in ceramica dell'aletta adotta ceramica di zirconio finemente macinata e acciaio inossidabile lavorato a CNC, assemblato e testatonella polvere-laboratorio gratuito. Ha una bassa perdita ottica e supporta oltre 10.000 prese-ins, compatibile con connettori in fibra LC per data center, stazioni 5G, FTTH e altri progetti di comunicazione ottica.
·Componenti hardware per l'uso quotidiano
Orecchio-agganciare l'auricolare Bluetooth
Descrizione inglese: Precisione-formata tramite metallurgia delle polveri, questa staffa presenta un design compatto e alto-struttura robusta con leggerezza e resistenza all'usura. Fornisce supporto stabile e multi-regolazione dell'angolazione delle cuffie, garantendo comfort e durata durante l'uso.

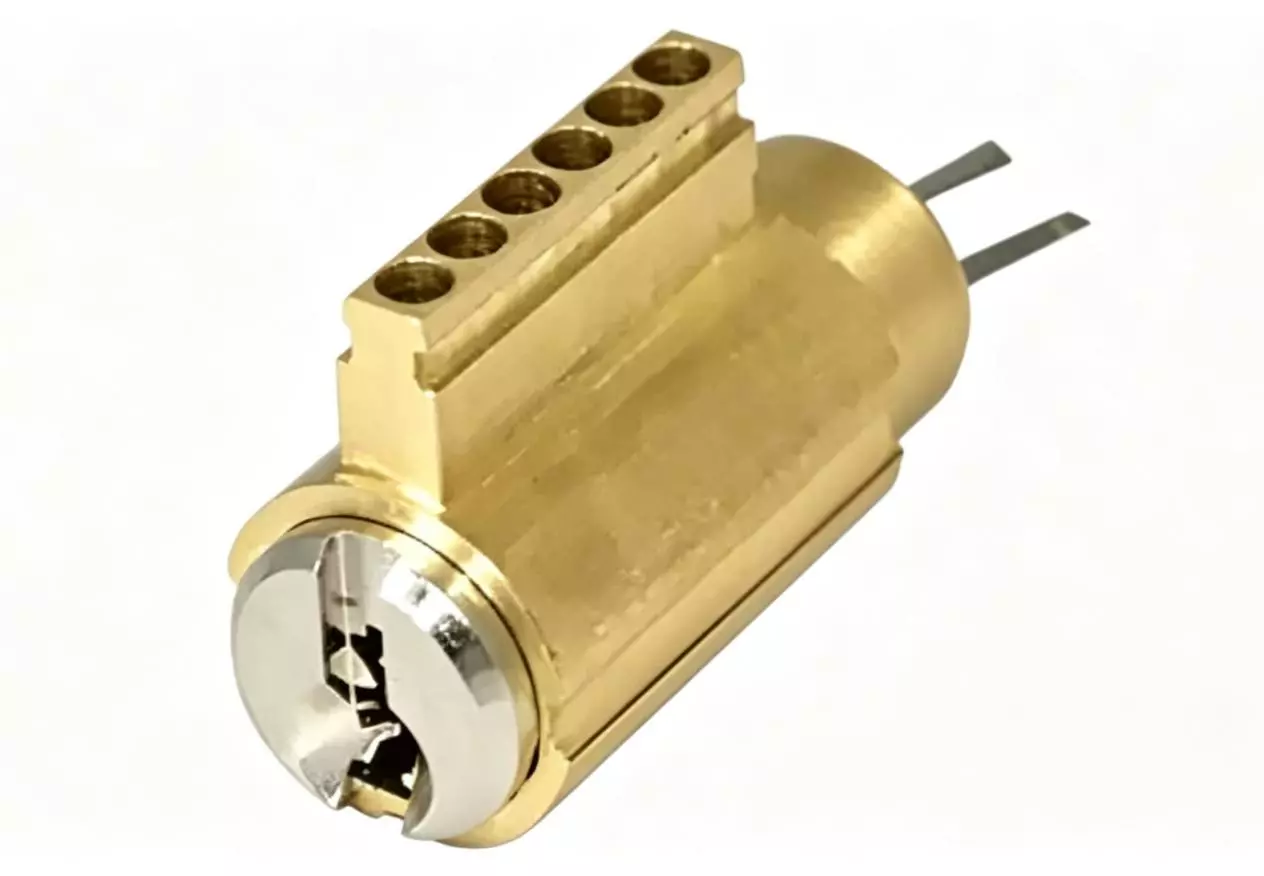
Cilindro per serratura elettronica Metallurgia delle polveri Part
Precisione-formata tramite metallurgia delle polveri, questa parte del cilindro della serratura presenta un'elevata precisione dimensionale, una struttura densa e una resistenza all'usura. Si adatta ai meccanismi interni di trasmissione e bloccaggio delle serrature elettroniche, fornendo un'antifurto affidabile-prestazione di furto e lunga-funzionamento stabile a termine.
Estrattore per cerniera per metallurgia delle polveri per indumenti & Borse
Formato tramite metallurgia delle polveri, cursore con cerniera in metallo per scarpe, borse e vestiti in pelle, con finitura galvanica superficiale personalizzabile.

·Veicolo elettrico
Collegamento della serratura della porta
Precisione-formato tramite metallurgia delle polveri, questo è un componente di trasmissione fondamentale per i sistemi di chiusura delle porte dei veicoli elettrici. È caratterizzato da elevata robustezza, eccellente resistenza all'usura e bassa rumorosità, consentendo operazioni di chiusura delle porte stabili e precise in condizioni di lavoro complesse per garantire la sicurezza di guida.


Staffa di supporto automatica in metallo
Formato integralmente tramite metallurgia delle polveri, questo componente viene utilizzato in Veicoli elettrici coperchi delle estremità del motore per fornire un livello elevato-precisione, alta-supporto di stabilità per l'albero rotante. La sua struttura densa e l'elevata resistenza possono resistere efficacemente ai carichi radiali durante il funzionamento del motore, garantendo prestazioni del motore efficienti e fluide.
Alloggiamento dell'attuatore automobilistico
Realizzato in acciaio inossidabile tramite metallurgia delle polveri MIM, questo alloggiamento integrato presenta fori precisi con poca lavorazione secondaria. La sua struttura densa resiste alle vibrazioni, alle temperature estreme e alla corrosione dei fluidi. Leggero e dimensionalmente coerente, è adatto alla produzione di massa di attuatori elettronici per veicoli autonomi e NEV.


Gruppo manicotto di connessione cambio
Questo manicotto integrato e forcella limite è modellato da MIM con grande precisione coassiale. La superficie di attrito uniforme resiste all'usura e alla corrosione dell'olio degli ingranaggi. L'elevata resistenza previene la rottura, il design leggero ottimizza la risposta del cambio per l'assemblaggio di massa di trasmissioni intelligenti di carburante enuove energie.
Laboratorio di produzione

