
Типичная презентация продукта
· Медицинское оборудование

Стоматологическое кресло в сборе с поворотным рычагом
Поворотный рычаг для стоматологического кресла изготовлен методом порошковой металлургии. Он отличается высокой структурной прочностью, стабильной точностью размеров и гладкой, нескользящей поверхностью.-пористая поверхность, отвечающая требованиям стойкости к износу и коррозии в течение длительного времени.-возвратно-поступательное движение в медицинском оборудовании и обеспечение надежной поддержки позиционирования инструментов и регулировки угла в стоматологических установках.
Компоненты порошковой металлургии для стоматологического кресла
Эти компоненты, предназначенные для стоматологических установок, производятся методом порошковой металлургии. Благодаря однородной плотности материала и стабильным механическим свойствам они подходят для ответственных передающих и опорных частей стоматологических кресел, отличаются низким уровнем шума и высокой износостойкостью, а также обеспечивают чистоту и долговечность.-Нормы срока использования медицинского оборудования.


Медицинский рычаг управления
Один-MIM-формование деталей из нержавеющей стали обеспечивает жесткие допуски и меньшее количество вторичной обработки. Разработанный для минимально инвазивных узлов управления устройствами, он оснащен медицинскими-Высококачественный материал с превосходной биосовместимостью. Легкая и жесткая конструкция обеспечивает плавную работу, выдерживает повторяющиеся высокие нагрузки.-температурная стерилизация и позволяет избежать удержания бактерий при массовом подборе медицинского оборудования.
Медицинский зажим
Порошковая металлургия рядом-сетчатая формовка формирует монтажные отверстия за один прием с однородной текстурой металла. В качестве челюстей для отбора проб & хирургические инструменты, имеет деформацию-устойчивая равномерная твердость, выдерживает стерилизацию в автоклаве без вредных осадков. Бесшовная интегрированная конструкция соответствует медицинским стандартам чистоты при сборке инвазивных устройств.


Медицинское уплотнительное фланцевое основание
Высокий-Основание из нержавеющей стали MIM плотности включает в себя вал & монтажные отверстия для превосходной плоскостности и надежной подачи жидкости/газовая герметизация. В качестве поддержки негатива-давление & жидкие медицинские изделия, устойчивы к медицинской кислоте-базовая коррозия и циклическая стерилизация. Трещина-прочная бесшовная структура предотвращает размножение бактерий, обеспечивая чистоту оборудования операционной.
·Оптоволоконная связь связи
Волоконно-оптическое оборудование связи
Изготовленный методом порошковой металлургии, он обеспечивает высокие-точность 90° соединение для волоконно-оптического оборудования связи с пылью-доказательства и анти-разрыхляющие свойства, обеспечивающие стабильную передачу оптического сигнала.


Волоконно-керамический наконечник
Специально для коммуникационного оборудования, этот LC три-В керамическом наконечнике наконечника используется тонкоизмельченная циркониевая керамика и нержавеющая сталь, обработанная на станке с ЧПУ, собранная и испытанная в пыли.-бесплатный мастер-класс. Он имеет низкие оптические потери и поддерживает более 10 000 штекеров.-ins, совместимые с оптоволоконными разъемами LC для центров обработки данных, станций 5G, FTTH и других проектов оптической связи.
·Аппаратные компоненты для ежедневного использования
Ухо-крючок Bluetooth-гарнитуры
Русское описание: Точность-Изготовленный методом порошковой металлургии, этот кронштейн имеет компактную, высокую-прочная конструкция с легким весом и износостойкостью. Он обеспечивает стабильную поддержку и многофункциональность.-регулировка угла наклона наушников, обеспечивающая комфорт и долговечность во время использования.

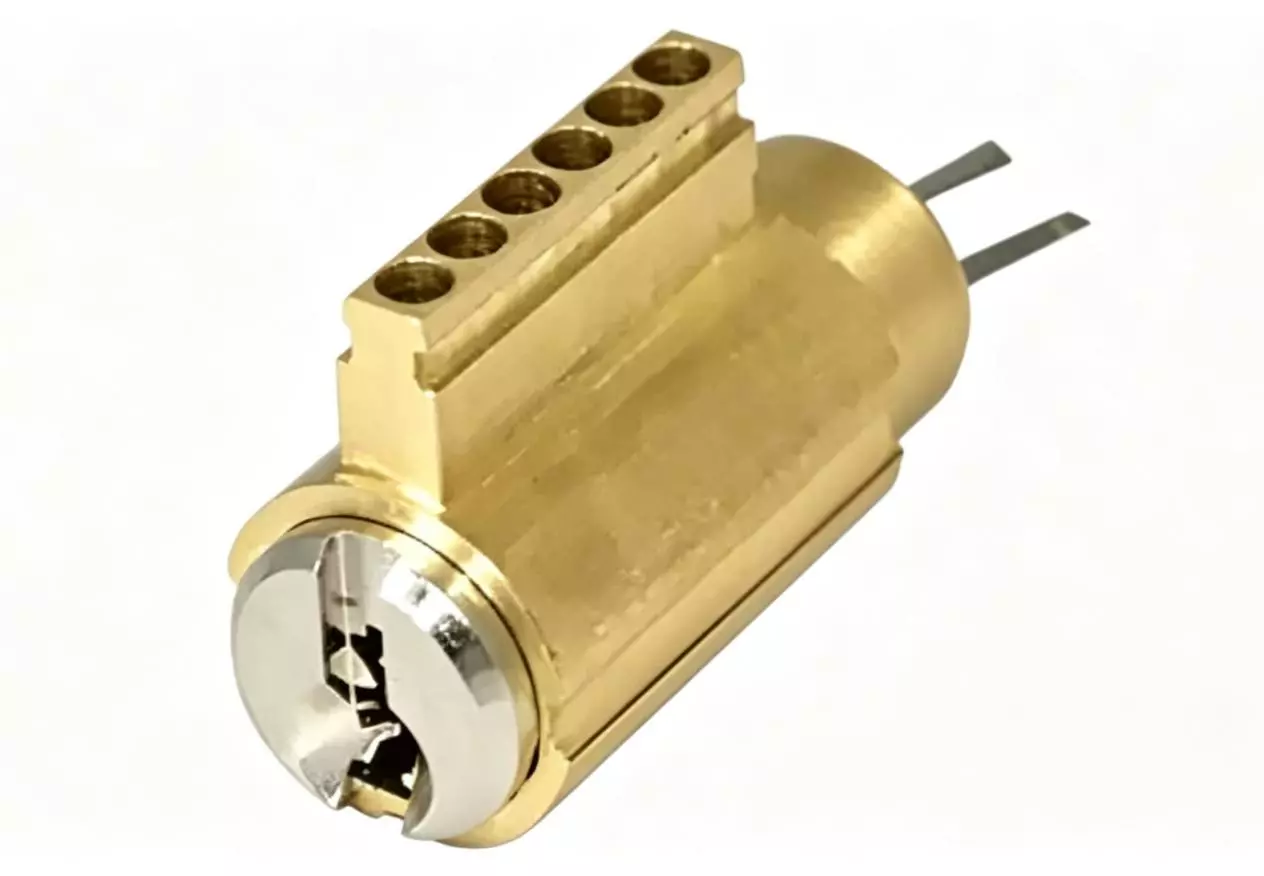
Деталь порошковой металлургии цилиндра электронного замка
Точность-Эта деталь цилиндра замка, изготовленная методом порошковой металлургии, отличается высокой точностью размеров, плотной структурой и износостойкостью. Подходит для внутренних передаточных и запирающих механизмов электронных замков, обеспечивая надежную защиту.-эффективность кражи и долговечность-срок стабильной работы.
Съемник молнии для порошковой металлургии для одежды & Сумки
Металлический бегунок молнии для кожаной обуви, сумок и одежды, изготовленный методом порошковой металлургии, с индивидуальной гальванопокрытием поверхности.

·Электромобиль
Привод дверного замка
Точность-Созданный методом порошковой металлургии, он является основным компонентом трансмиссии систем дверных замков электромобилей. Он отличается высокой прочностью, превосходной износостойкостью и низким уровнем шума, что обеспечивает стабильную и точную работу дверного замка в сложных условиях работы, обеспечивая безопасность вождения.


Автоматический металлический опорный кронштейн
Этот компонент, изготовленный методом порошковой металлургии, используется в Электромобили торцевые крышки двигателя, обеспечивающие высокую-точность, высокая-поддержка устойчивости вращающегося вала. Его плотная структура и высокая прочность позволяют эффективно выдерживать радиальные нагрузки во время работы двигателя, обеспечивая эффективную и плавную работу двигателя.
Корпус автомобильного привода
Этот интегрированный корпус, изготовленный из нержавеющей стали методом порошковой металлургии MIM, имеет точные отверстия и требует минимальной вторичной обработки. Его плотная структура устойчива к вибрации, экстремальным температурам и жидкостной коррозии. Легкий и стабильный по размерам, он подходит для массового производства электронных приводов автономных и NEV автомобилей.


Соединительная муфта переключения передач в сборе
Эта интегрированная втулка и ограничительная вилка изготовлены компанией MIM с большой соосной точностью. Однородная поверхность трения противостоит износу и коррозии трансмиссионного масла. Высокая прочность предотвращает поломку, легкая конструкция оптимизирует реакцию переключения передач для массовой сборки интеллектуальных трансмиссий с топливом и новой энергией.
Производственный цех

