
Typische Produktpräsentation
· Medizinische Geräte

Schwenkarmbaugruppe für den Zahnarztstuhl
Diese Schwingarmbaugruppe für Zahnarztstühle wird pulvermetallurgisch hergestellt. Es zeichnet sich durch hohe Strukturfestigkeit, stabile Maßhaltigkeit und eine glatte,nicht haftende Oberfläche aus-poröse Oberfläche, die die Verschleiß- und Korrosionsbeständigkeitsanforderungen von langem erfüllt-Langfristige Hin- und Herbewegung in medizinischen Geräten und zuverlässige Unterstützung bei der Positionierung und Winkeleinstellung von Instrumenten in zahnärztlichen Behandlungseinheiten.
Pulvermetallurgische Komponenten für den Zahnarztstuhl
Diese für zahnärztliche Behandlungseinheiten konzipierten Komponenten werden pulvermetallurgisch hergestellt. Mit gleichmäßiger Materialdichte und stabilen mechanischen Eigenschaften eignen sie sich für kritische Übertragungs- und Stützteile von Zahnarztstühlen, zeichnen sich durch geringe Geräuschentwicklung und hohe Verschleißfestigkeit aus und erfüllen die Anforderungen an Sauberkeit und Langlebigkeit-Zeitgebrauchsstandards für medizinische Geräte.


Medizinischer Steuerhebel
Eins-Die MIM-Umformung einzelner Teile aus rostfreiem Stahl sorgt für enge Toleranzen und weniger Nachbearbeitung. Es wurde für minimalinvasive Gerätesteuerungsbaugruppen entwickelt und verfügt über medizinische Funktionen-Hochwertiges Material mit hervorragender Biokompatibilität. Die leichte, starre Struktur sorgt für einen reibungslosen Betrieb und hält wiederholten hohen Belastungen stand-Temperatursterilisation und vermeidet Bakterienretention für die Massenanpassung medizinischer Geräte.
Medizinische Klemmspitze
Pulvermetallurgie in der Nähe-Durch die Netzformung werden Befestigungslöcher in einem Schritt mit gleichmäßiger Metallstruktur geformt. Als Backen zur Probenahme & Bei chirurgischen Instrumenten weist es Verformungen auf-beständig, gleichmäßige Härte, verträgt die Sterilisation im Autoklaven ohne schädliche Ausfällungen. Dienahtlos integrierte Struktur erfüllt die medizinischen Sauberkeitsstandards für die invasive Gerätemontage.


Medizinischer Dichtungsflanschsockel
Hoch-Die Basis aus dichtem MIM-Edelstahl integriert den Schaft & Befestigungslöcher für hervorragende Ebenheit und zuverlässige Flüssigkeit/Gasabdichtung. Als Unterstützung für Negatives-Druck & flüssige medizinische Geräte, es widersteht medizinischer Säure-Grundkorrosion und zyklische Sterilisation. Knacken-Die widerstandsfähige,nahtlose Struktur verhindert die Bakterienbildung und sorgt für eine saubere OP-Ausstattung.
·Kommunikationsfaseroptik
Glasfaser-Kommunikationsausrüstung
Es wird durch Pulvermetallurgie hergestellt und bietet eine hohe Leistung-Präzision 90° Anschluss für Glasfaser-Kommunikationsgeräte mit Staub-Beweis und Anti-Lockerungseigenschaften sorgen für eine stabile optische Signalübertragung.


Faserkeramikzwinge
Speziell für Kommunikationsgeräte, dieser LC drei-Die Stollen-Keramikzwinge besteht aus fein gemahlener Zirkonoxidkeramik und CNC-gefrästem Edelstahl, wird zusammengebaut und im Staub getestet-kostenloser Workshop. Es hat einen geringen optischen Verlust und unterstützt über 10.000 Stecker-ins, kompatibel mit LC-Glasfaseranschlüssen für Rechenzentren, 5G-Stationen, FTTH und andere optische Kommunikationsprojekte.
·Hardwarekomponenten für den täglichen Gebrauch
Ohr-Haken Sie das Bluetooth-Headset ein
Englische Beschreibung: Präzision-Diese durch Pulvermetallurgie hergestellte Halterung zeichnet sich durch ein kompaktes, hohes Design aus-Festigkeitsstruktur mit geringem Gewicht und Verschleißfestigkeit. Es bietet stabile Unterstützung und Multi-Winkelverstellung für Kopfhörer, die Komfort und Haltbarkeit während des Gebrauchs gewährleistet.

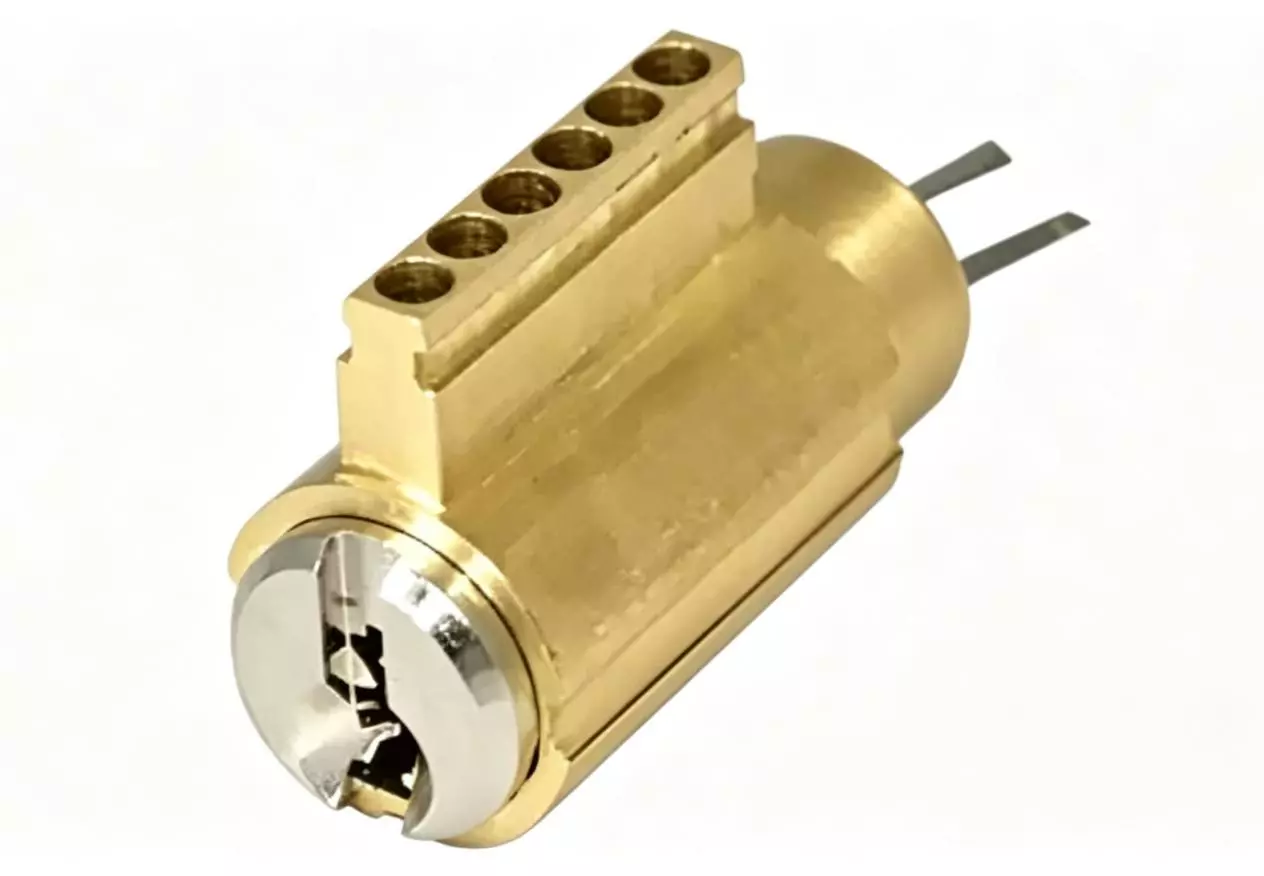
Elektronisches Schließzylinder-Pulvermetallurgie-Teil
Präzision-Dieses durch Pulvermetallurgie hergestellte Schließzylinderteil zeichnet sich durch hohe Maßhaltigkeit, dichte Struktur und Verschleißfestigkeit aus. Es passt zu den internen Übertragungs- und Schließmechanismen elektronischer Schlösser und bietet zuverlässigen Schutz-Diebstahlleistung und lange-langfristig stabilen Betrieb.
Pulvermetallurgischer Reißverschlusszieher für Kleidungsstücke & Taschen
Durch Pulvermetallurgie hergestellter Metall-Reißverschlussschieber für Lederschuhe, Handtaschen und Kleidung, mit anpassbarer Oberflächengalvanisierung.

·Elektrofahrzeug
Türschloss-Antriebsgestänge
Präzision-Es wird durch Pulvermetallurgie hergestellt und ist eine zentrale Übertragungskomponente für Türverriegelungssysteme von Elektrofahrzeugen. Es zeichnet sich durch hohe Festigkeit, hervorragende Verschleißfestigkeit und geringe Geräuschentwicklung aus und ermöglicht so einen stabilen und präzisen Türverriegelungsbetrieb unter komplexen Arbeitsbedingungen, um die Fahrsicherheit zu gewährleisten.


Auto-Metallstützhalterung
Dieses durch Pulvermetallurgie einstückig geformte Bauteil wird in verwendet Elektrofahrzeuge Motorendabdeckungen, um eine hohe Leistung zu gewährleisten-Präzision, hoch-Stabilitätsunterstützung für die rotierende Welle. Seine dichte Struktur und hohe Festigkeit können radialen Belastungen während des Motorbetriebs wirksam standhalten und sorgen so für eine effiziente und gleichmäßige Motorleistung.
Gehäuse für Kfz-Aktuatoren
Dieses integrierte Gehäuse besteht aus Edelstahl mittels MIM-Pulvermetallurgie und verfügt über präzise Löcher mit wenig Nachbearbeitung. Seine dichte Struktur widersteht Vibrationen, extremen Temperaturen und Flüssigkeitskorrosion. Es ist leicht und maßhaltig und eignet sich für die Massenproduktion von elektronischen Aktuatoren für autonome und NEV-Fahrzeuge.


Shift Connect-Hülsenbaugruppe
Diese integrierte Hülse und Begrenzungsgabel wird von MIM mit großer koaxialer Präzision geformt. Die gleichmäßige Reibfläche schützt vor Verschleiß und Getriebeölkorrosion. Hohe Festigkeit verhindert Brüche, leichtes Design optimiert Schaltreaktion für Massenmontage von Kraftstoff- undneuen Energie-intelligenten Getrieben.
Produktionswerkstatt

