
Typisk produktpræsentation
· Medicinsk udstyr

Tandlægestol svingarmssamling
Denne svingarmssamling til tandlægestole er fremstillet ved hjælp af pulvermetallurgi. Den har høj strukturel styrke, stabil dimensionsnøjagtighed og en glat, ikke-porøs overflade, der opfylder slid- og korrosionsbestandighedskravene for lang-term frem- og tilbagegående bevægelse i medicinsk udstyr og giver pålidelig støtte til instrumentpositionering og vinkeljustering i tandbehandlingsenheder.
Pulvermetallurgikomponenter til tandlægestol
Disse komponenter er designet til tandbehandlingsenheder og fremstilles via pulvermetallurgi. Med ensartet materialetæthed og stabile mekaniske egenskaber er de velegnede til kritiske transmissions- og støttedele af tandlægestole, med lav støj og høj slidstyrke og opfylder renlighed og lang-term brug standarder for medicinsk udstyr.


Medicinsk kontrolhåndtag
En-MIM-formning i rustfrit stål giver snæver tolerance og mindre sekundær bearbejdning. Den er designet til minimalt invasive enhedskontrolsamlinger og har medicinsk-kvalitet materiale med enestående biokompatibilitet. Letvægts stiv struktur sikrer jævn drift, modstår gentagne høje-temperatursterilisering og undgår bakterietilbageholdelse ved matchning af massemedicinsk udstyr.
Medicinsk klemmespids
Pulvermetallurgi tæt på-netformning danner monteringshuller i ét trin med ensartet metalstruktur. Som kæber til prøveudtagning & kirurgiske instrumenter, det har deformation-modstandsdygtig ensartet hårdhed, tolererer autoklave sterilisering uden skadelig udfældning. Sømløs integreret struktur opfylder medicinske renhedsstandarder for invasiv enhedssamling.


Medicinsk tætningsflangebase
Høj-densitet MIM rustfrit stål base integrerer aksel & monteringshuller for overlegen fladhed og pålidelig væske/gasforsegling. Som støtte tilnegativ-tryk & flydende medicinsk udstyr, det modstår medicinsk syre-basiskorrosion og cyklisk sterilisering. Knæk-resistent sømløs struktur forhindrer bakterier i opdræt til rent operationsstueudstyr.
·Kommunikationsfiberoptik
Fiberoptisk kommunikationsudstyr
Dannet via pulvermetallurgi giver det høj-præcision 90° forbindelse til fiberoptisk kommunikationsudstyr med støv-bevis og anti-løsne egenskaber, hvilket sikrer stabil optisk signaltransmission.


Fiberkeramisk rørring
Specielt til kommunikationsudstyr, denne LC-tre-lug keramisk ferrule vedtager finslebet zirconia keramik og CNC bearbejdet rustfrit stål, samlet og testet i støv-gratis workshop. Den har lavt optisk tab og understøtter over 10.000 stik-ins, kompatibel med LC-fiberstik til datacentre, 5G-stationer, FTTH og andre optiske kommunikationsprojekter.
·Hardwarekomponenter til daglig brug
Øre-tilslutte Bluetooth Headset
Engelsk Beskrivelse: Præcision-dannet via pulvermetallurgi, har dette beslag en kompakt, høj-styrkestruktur med let vægt og slidstyrke. Det giver stabil støtte og multi-vinkeljustering til hovedtelefoner, hvilket sikrer komfort og holdbarhed under brug.

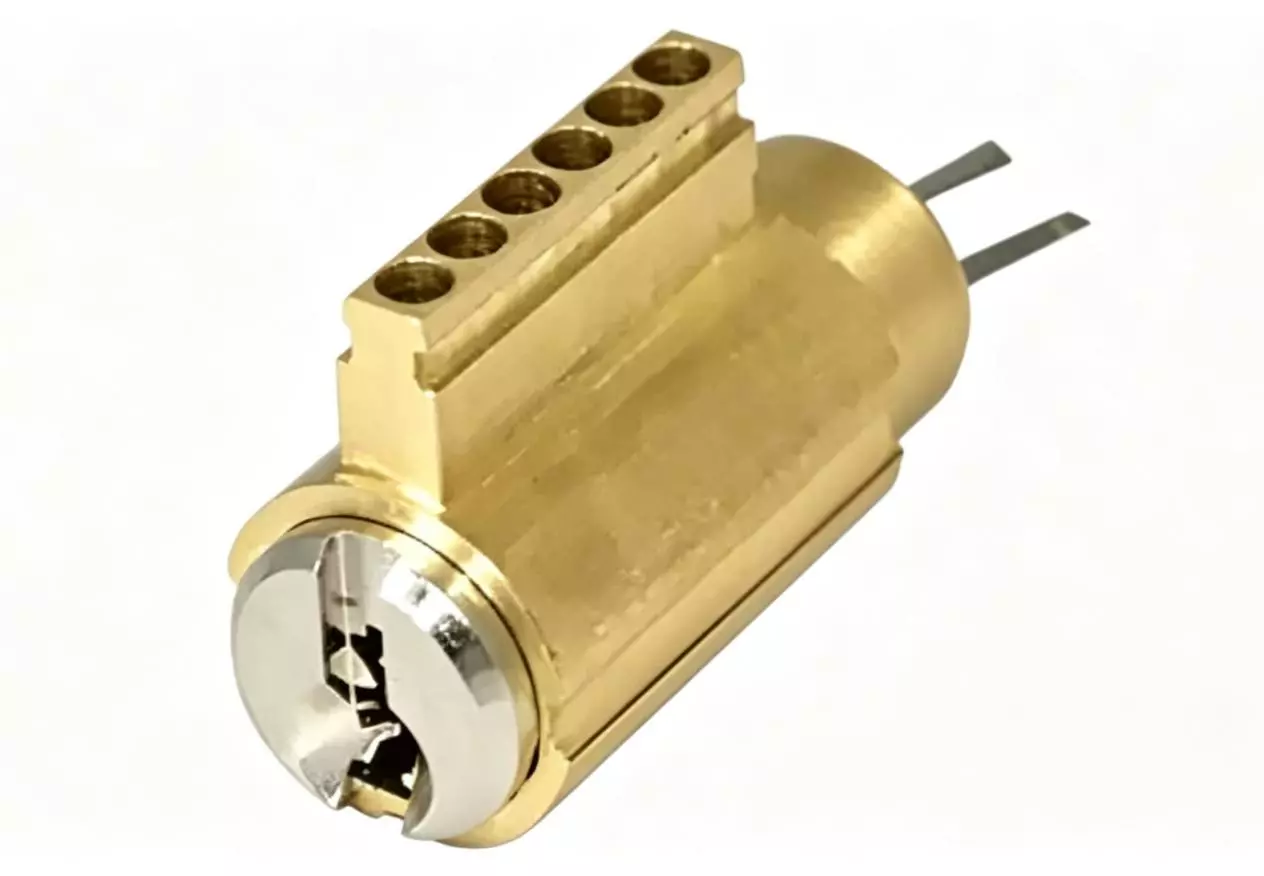
Elektronisk låsecylinder pulver metallurgi del
Præcision-dannet via pulvermetallurgi, denne låsecylinderdel har høj dimensionsnøjagtighed, tæt struktur og slidstyrke. Det passer til den interne transmission og låsemekanismer af elektroniske låse, hvilket giver pålidelig anti-tyveri ydeevne og lang-sigt stabil drift.
Pulver metallurgi lynlås aftrækker til beklædningsgenstand & Tasker
Formet via pulvermetallurgi, metal lynlåsskyder til lædersko, håndtasker og tøj, med tilpasselig overfladegalvanisering.

·Elektrisk køretøj
Dørlås drevforbindelse
Præcision-dannet via pulvermetallurgi, dette er en kerne transmissionskomponent til elektriske køretøjer dørlåsesystemer. Den har høj styrke, fremragende slidstyrke og lav støj, hvilket muliggør stabile og præcise dørlåseoperationer under komplekse arbejdsforhold for at sikre kørselssikkerhed.


Auto metal støttebeslag
Integreret dannet via pulvermetallurgi, bruges denne komponent i Elektriske køretøjer motorendedæksler for at give høj-præcision, høj-stabilitetsstøtte til den roterende aksel. Dens tætte struktur og høje styrke kan effektivt modstå radiale belastninger under motordrift, hvilket sikrer effektiv og jævn motorydelse.
Automotive aktuatorhus
Fremstillet af rustfrit stål via MIM-pulvermetallurgi, har dette integrerede hus præcise huller med lidt sekundær bearbejdning. Dens tætte struktur modstår vibrationer, ekstrem temperatur og væskekorrosion. Letvægts og dimensionelt konsistent, den passer til masseproduktion af autonome og NEV elektroniske aktuatorer til køretøjer.


Skift forbindelseshylstersamling
Denne integrerede bøsning og grænsegaffel er formet af MIM med stor koaksial præcision. Ensartet friktionsoverflade modstår slid og gearoliekorrosion. Høj styrke forhindrer brud, letvægtsdesign optimerer skiftrespons til massesamling af brændstof ognye energi intelligente transmissioner.
Produktionsværksted

