
Presentasi Produk Khas
· Alat Kesehatan

Rakitan Lengan Ayun Kursi Gigi
Rakitan lengan ayun untuk kursi gigi ini diproduksi menggunakan metalurgi serbuk. Ini fitur kekuatan struktural yang tinggi, akurasi dimensi yang stabil, dan halus,non-permukaan berpori, memenuhi persyaratan ketahanan aus dan korosi yang lama-istilah gerakan bolak-balik dalam peralatan medis, dan memberikan dukungan yang andal untuk pemosisian instrumen dan penyesuaian sudut di unit perawatan gigi.
Komponen Metalurgi Serbuk untuk Kursi Gigi
Dirancang untuk unit perawatan gigi, komponen ini diproduksi melalui metalurgi serbuk. Dengan kepadatan material yang seragam dan sifat mekanik yang stabil, produk ini cocok untuk transmisi penting dan bagian pendukung kursi gigi, memiliki tingkat kebisingan yang rendah dan ketahanan aus yang tinggi, serta memenuhi kebersihan dan jangka waktu yang lama.-standar penggunaan jangka waktu peralatan medis.


Tuas Kontrol Medis
Satu-pembentukan MIM baja tahan karat sepotong memberikan toleransi yang ketat dan lebih sedikit pemesinan sekunder. Dirancang untuk rakitan kontrol perangkat invasif minimal, ia memiliki fitur medis-bahan kelas dengan biokompatibilitas luar biasa. Struktur kaku yang ringan memastikan kelancaran pengoperasian, tahan berulang kali-sterilisasi suhu, dan menghindari retensi bakteri untuk pencocokan peralatan medis massal.
Tip Penjepit Medis
Metalurgi serbuk dekat-pembentukan jaring membentuk lubang pemasangan dalam satu langkah dengan tekstur logam yang seragam. Sebagai rahang untuk pengambilan sampel & instrumen bedah, ia mengalami deformasi-kekerasan seragam yang tahan, mentolerir sterilisasi autoklaf tanpa presipitasi berbahaya. Struktur terintegrasi yang mulus memenuhi standar kebersihan medis untuk perakitan perangkat invasif.


Basis Flensa Penyegelan Medis
Tinggi-basis baja tahan karat MIM kepadatan mengintegrasikan poros & lubang pemasangan untuk kerataan yang unggul dan cairan yang andal/penyegelan gas. Sebagai dukungan untuk halnegatif-tekanan & perangkat medis cair, tahan terhadap asam medis-korosi dasar dan sterilisasi siklik. Retak-struktur mulus yang tahan mencegah perkembangbiakan bakteri untuk peralatan ruang operasi yang bersih.
·Fiber Optik Komunikasi
Peralatan Komunikasi Fiber Optik
Dibentuk melalui metalurgi serbuk, memberikan kualitas tinggi-presisi 90° sambungan peralatan komunikasi serat optik dengan debu-bukti dan anti-melonggarkan sifat, memastikan transmisi sinyal optik stabil.


Ferrule Serat Keramik
Khusus untuk peralatan komunikasi, LC ini ada tiga-ferrule keramik lug mengadopsi keramik zirkonia yang digiling halus dan baja tahan karat mesin CNC, dirakit dan diuji dalam debu-bengkel gratis. Ini memiliki kehilangan optik yang rendah dan mendukung lebih dari 10.000 colokan-ins, kompatibel dengan konektor serat LC untuk pusat data, stasiun 5G, FTTH, dan proyek komunikasi optik lainnya.
·Komponen Perangkat Keras untuk Penggunaan Sehari-hari
Telinga-kaitkan Headset Bluetooth
Deskripsi Bahasa Inggris: Presisi-dibentuk melalui metalurgi serbuk, braket ini memiliki fitur kompak, tinggi-struktur kekuatan dengan bobot ringan dan ketahanan aus. Ini memberikan dukungan yang stabil dan multi-penyesuaian sudut untuk headphone, memastikan kenyamanan dan daya tahan saat digunakan.

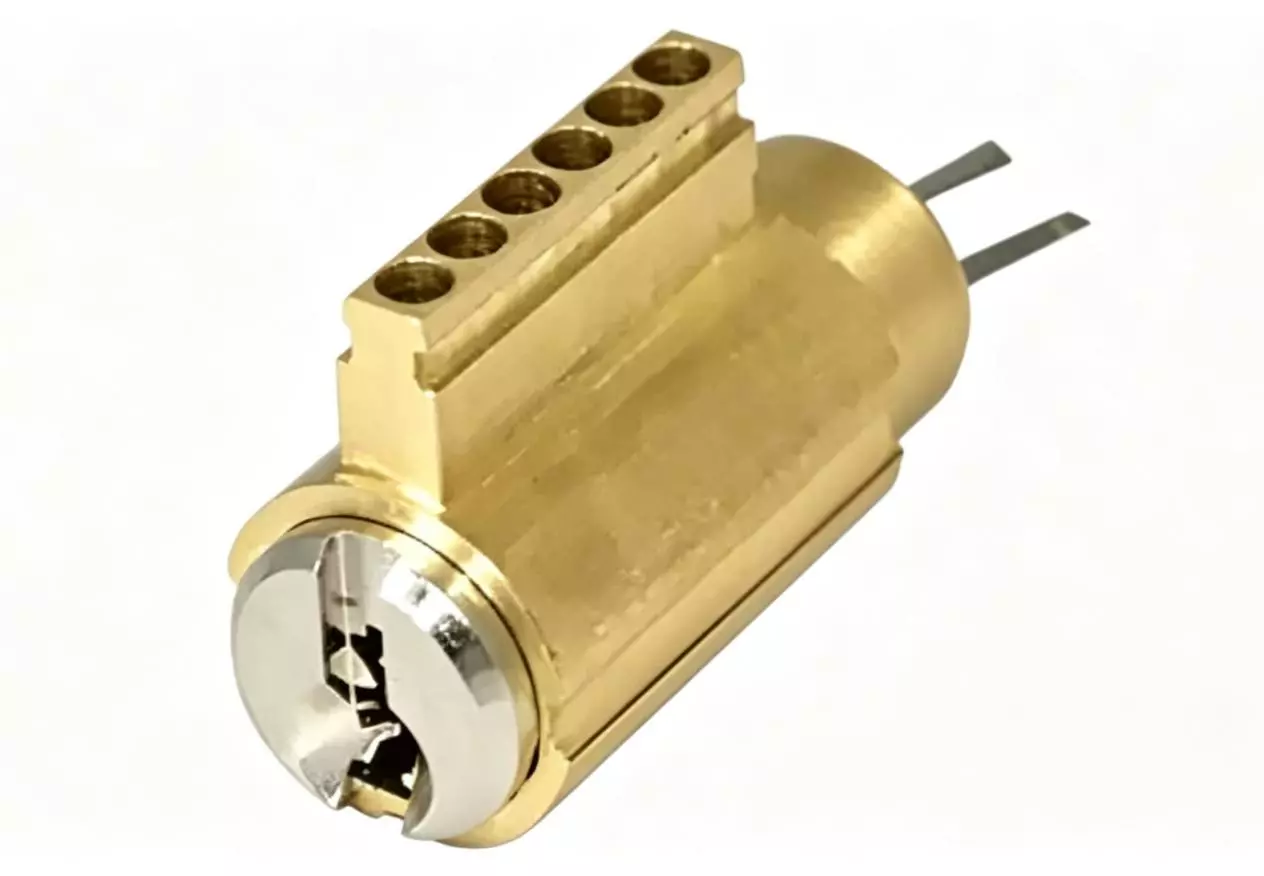
Bagian Metalurgi Serbuk Silinder Kunci Elektronik
Presisi-dibentuk melalui metalurgi serbuk, bagian silinder kunci ini memiliki akurasi dimensi tinggi, struktur padat, dan ketahanan aus. Cocok dengan transmisi internal dan mekanisme penguncian kunci elektronik, memberikan anti-lock yang andal-kinerja pencurian dan panjang-jangka waktu operasi yang stabil.
Penarik Ritsleting Metalurgi Serbuk untuk Garmen & Tas
Dibentuk melalui metalurgi serbuk, penggeser ritsleting logam untuk sepatu kulit, tas, dan pakaian, dengan permukaan pelapisan listrik yang dapat disesuaikan.

·Kendaraan Listrik
Tautan Penggerak Kunci Pintu
Presisi-dibentuk melalui metalurgi serbuk, ini adalah komponen transmisi inti untuk sistem kunci pintu Kendaraan Listrik. Ini memiliki kekuatan tinggi, ketahanan aus yang sangat baik, dan kebisingan yang rendah, memungkinkan pengoperasian kunci pintu yang stabil dan presisi dalam kondisi kerja yang kompleks untuk memastikan keselamatan berkendara.


Braket Penopang Logam Otomatis
Dibentuk secara integral melalui metalurgi serbuk, komponen ini digunakan dalam Kendaraan Listrik penutup ujung motor untuk menghasilkan tinggi-presisi, tinggi-dukungan stabilitas untuk poros yang berputar. Strukturnya yang padat dan kekuatannya yang tinggi dapat secara efektif menahan beban radial selama pengoperasian motor, memastikan kinerja motor yang efisien dan lancar.
Perumahan Aktuator Otomotif
Terbuat dari baja tahan karat melalui metalurgi serbuk MIM, housing terintegrasi ini memiliki lubang presisi dengan sedikit pemesinan sekunder. Strukturnya yang padat tahan terhadap getaran, suhu ekstrem, dan korosi cairan. Ringan dan konsisten secara dimensi, cocok untuk produksi massal aktuator elektronik kendaraan otonom dan NEV.


Rakitan Lengan Shift Connect
Selongsong dan garpu batas terintegrasi ini dibentuk oleh MIM dengan presisi koaksial yang tinggi. Permukaan gesekan yang seragam tahan terhadap keausan dan korosi oli roda gigi. Kekuatan tinggi mencegah kerusakan, desain ringan mengoptimalkan respons perpindahan gigi untuk perakitan bahan bakar massal dan transmisi cerdas energi baru.
Bengkel Produksi

