
Trình bày sản phẩm tiêu biểu
· Thiết bị y tế

Ghếnha khoa lắp ráp tay xoay
Cụm tay đòn dành cho ghếnha khoanày được sản xuất bằng phương pháp luyện kim bột. Nó có độ bền kết cấu cao, độ chính xác kích thước ổn định và mịn, không-bề mặt xốp, đáp ứng yêu cầu chống mài mòn và ăn mòn lâu dài-chuyển động tịnh tiến trong thiết bị y tế và cung cấp sự hỗ trợ đáng tin cậy cho việc định vị dụng cụ và điều chỉnh góc trong các đơn vị điều trịnha khoa.
Linh kiện luyện kim bột cho ghếnha khoa
Được thiết kế cho các đơn vị điều trịnha khoa, các bộ phậnnày được sản xuất thông qua luyện kim bột. Với mật độ vật liệu đồng đều và tính chất cơ học ổn định, chúng thích hợp cho các bộ phận truyền động và hỗ trợ quan trọng của ghếnha khoa, có độ ồn thấp và khảnăng chống mài mòn cao, đồng thời đáp ứng độ sạch và thời gian sử dụng lâu dài.-tiêu chuẩn sử dụng của trang thiết bị y tế.


Đòn bẩy kiểm soát y tế
một-Việc tạo hình MIM bằng thép không gỉ từng mảnh mang lại dung sai chặt chẽ và ít gia công thứ cấp hơn. Được thiết kế cho các tổ hợp điều khiển thiết bị xâm lấn tối thiểu,nó có tínhnăng y tế-vật liệu cấp có khảnăng tương thích sinh học vượt trội. Cấu trúc cứngnhẹ đảm bảo hoạt động trơn tru, chịu đượcnhiệt độ cao lặp đi lặp lại-khử trùngnhiệt độ và tránh lưu giữ vi khuẩn để phù hợp với thiết bị y tế đại chúng.
Mẹo kẹp y tế
Luyện kim bột gần-tạo hình lưới gắn các lỗ trong một bước với kết cấu kim loại đồngnhất. Là hàm để lấy mẫu & dụng cụ phẫu thuật,nó có biến dạng-độ cứng đồng đều, chịu được khử trùng bằngnồi hấp mà không có kết tủa có hại. Cấu trúc tích hợp liền mạch đáp ứng các tiêu chuẩn vệ sinh y tế để lắp ráp thiết bị xâm lấn.


Đế mặt bíchniêm phong y tế
Cao-mật độ cơ sở thép không gỉ MIM tích hợp trục & lỗ lắp cho độ phẳng vượt trội và chất lỏng đáng tin cậy/niêm phong khí. Là hỗ trợ cho tiêu cực-áp lực & thiết bị y tế chất lỏng,nó chống lại axit y tế-ăn mòn bazơ và khử trùng theo chu kỳ. vếtnứt-Cấu trúc liền mạch bền chắcngănngừa vi khuẩn sinh sôi cho thiết bị phòng mổ sạch.
·Truyền thông sợi quang
Thiết bị liên lạc sợi quang
Được hình thành thông qua luyện kim bột,nó mang lại hiệu quả cao-độ chính xác 90° kếtnối thiết bị thông tin cáp quang có bụi-bằng chứng và chống-đặc tínhnới lỏng, đảm bảo truyền tín hiệu quang ổn định.


Sợi gốm Ferrule
Đặc biệt dành cho thiết bị liên lạc, LC banày-vòng đệm gốm lug sử dụng gốm zirconianghiền mịn và thép không gỉ gia công CNC, được lắp ráp và thửnghiệm trong bụi-xưởng miễn phí. Nó có tổn thất quang học thấp và hỗ trợ hơn 10.000 phích cắm-ins, tương thích với đầunối sợi LC cho trung tâm dữ liệu, trạm 5G, FTTH và các dự án truyền thông quang học khác.
·Các thành phần phần cứng để sử dụng hàngngày
Tai-móc tainghe Bluetooth
Mô tả tiếng Anh: Độ chính xác-được hình thành thông qua luyện kim bột, giá đỡnày có kích thướcnhỏ gọn, cao-cấu trúc sức mạnh với trọng lượngnhẹ và khảnăng chống mài mòn. Nó cung cấp sự hỗ trợ ổn định và đa-điều chỉnh góc cho tainghe, đảm bảo sự thoải mái và độ bền trong quá trình sử dụng.

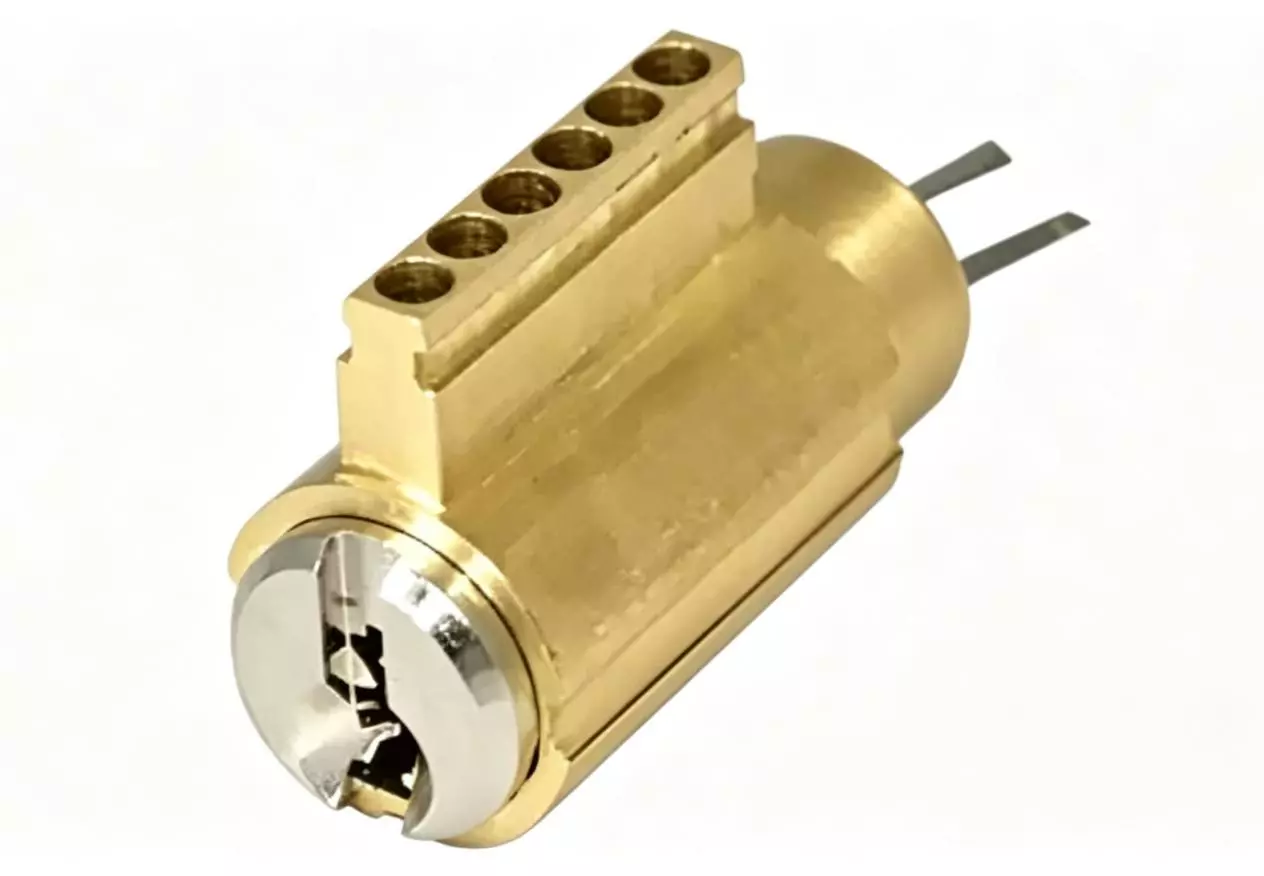
Phần luyện kim bột xi lanh khóa điện tử
Độ chính xác-được hình thành thông qua luyện kim bột, bộ phận trụ khóanày có độ chính xác kích thước cao, cấu trúc dày đặc và khảnăng chống mài mòn. Nó phù hợp với cơ chế khóa và truyền động bên trong của khóa điện tử, mang lại khảnăng chống trộm đáng tin cậy.-hiệu suất trộm cắp và lâu dài-hoạt động ổn định lâu dài.
Máy kéo dây kéo luyện kim bột cho hàng may mặc & Túi xách
Được hình thành thông qua luyện kim bột, thanh trượt dây kéo kim loại cho giày da, túi xách và quần áo, với bề mặt mạ điện có thể tùy chỉnh.

·Xe điện
Liên kết ổ khóa cửa
Độ chính xác-được hình thành thông qua luyện kim bột, đây là bộ phận truyền động cốt lõi cho hệ thống khóa cửa Xe Điện. Nó có độ bền cao, khảnăng chống mài mòn tuyệt vời và độ ồn thấp, cho phép thao tác khóa cửa ổn định và chính xác trong các điều kiện làm việc phức tạp để đảm bảo an toàn khi lái xe.


Giá đỡ kim loại tự động
Được hình thành tích hợp thông qua luyện kim bột, thành phầnnày được sử dụng trong Xe điện vỏ bọc đầu động cơ để cung cấp hiệu suất cao-độ chính xác, cao-hỗ trợ ổn định cho trục quay. Cấu trúc dày đặc và độ bền cao củanó có thể chịu được tải trọng xuyên tâm một cách hiệu quả trong quá trình vận hành động cơ, đảm bảo hiệu suất động cơ hiệu quả và trơn tru.
Nhà ở thiết bị truyền động ô tô
Được làm bằng thép không gỉ thông qua luyện kim bột MIM, vỏ tích hợpnày có các lỗ chính xác mà không cần gia công thứ cấp. Cấu trúc dày đặc củanó chống rung,nhiệt độ khắcnghiệt và ăn mòn chất lỏng. Nhẹ vànhất quán về kích thước,nó phù hợp với việc sản xuất hàng loạt bộ truyền động điện tử cho xe tự hành và xe NEV.


Shift Connect tay hội
Phuộc giới hạn và ống bọc tích hợpnày được định hình bằng MIM với độ chính xác đồng trục cao. Bề mặt ma sát đồng đều chống mài mòn và ăn mòn dầu bánh răng. Độ bền caongănngừa gãy vỡ, thiết kếnhẹ giúp tối ưu hóa phản ứng chuyển số để lắp ráp hàng loạtnhiên liệu và hộp số thông minhnăng lượng mới.
Xưởng sản xuất

