
Tipik Ürün Sunumu
· Tıbbi Cihazlar

Dişçi Koltuğu Salıncak Kolu Grubu
Dişçi koltuklarına yönelik bu döner kol tertibatı, toz metalurjisi kullanılarak üretilmiştir. Yüksek yapısal mukavemet, istikrarlı boyutsal doğruluk ve pürüzsüz, pürüzsüz bir yapıya sahiptir.-gözenekli yüzey, uzun süre aşınma ve korozyon direnci gereksinimlerini karşılar-tıbbi ekipmanlarda ileri geri hareket anlamına gelir ve diş tedavi ünitelerinde alet konumlandırma ve açı ayarı için güvenilir destek sağlar.
Dişçi Koltuğu için Toz Metalurjisi Bileşenleri
Diş tedavi üniteleri için tasarlanan bu bileşenler toz metalurjisi ile üretilmektedir. Düzgün malzeme yoğunluğu ve sabit mekanik özellikleriyle, dişçi koltuklarının kritik iletim ve destek parçaları için uygundurlar, düşük gürültü ve yüksek aşınma direncine sahiptirler ve temizlik ve uzun süre ihtiyacını karşılarlar.-tıbbi ekipmanın süreli kullanım standartları.


Tıbbi Kontrol Kolu
Bir-parça paslanmaz çelik MIM şekillendirme, sıkı tolerans ve daha az ikincil işleme sağlar. Minimal invaziv cihaz kontrol düzenekleri için tasarlanmış olup, tıbbi özelliklere sahiptir.-Olağanüstü biyouyumluluğa sahip kaliteli malzeme. Hafif, sert yapı sorunsuz çalışmayı sağlar, tekrarlanan yüksek basınçlara dayanır-Sıcaklık sterilizasyonu ve toplu tıbbi ekipman eşleştirmesi için bakteri tutulmasını önler.
Tıbbi Kelepçe Ucu
Toz metalurjisi yakın-net şekillendirme, tek adımda metal dokulu montaj delikleri oluşturur. Numune alma çeneleri olarak & Cerrahi aletler deformasyona sahiptir-dayanıklı tekdüze sertlik, zararlı çökelme olmadan otoklav sterilizasyonunu tolere eder. Sorunsuz entegre yapı, invaziv cihaz montajı için tıbbi temizlik standartlarını karşılar.


Tıbbi Sızdırmazlık Flanş Tabanı
Yüksek-yoğunluk MIM paslanmaz çelik taban şaftı entegre eder & Üstün düzlük ve güvenilir sıvı için montaj delikleri/gaz sızdırmazlık. Negatife destek olarak-basınç & sıvı tıbbi cihazlar, tıbbi asitlere karşı dayanıklıdır-baz korozyonu ve döngüsel sterilizasyon. Çatlak-Dayanıklı dikişsiz yapısı, temiz ameliyathane ekipmanı için bakteri üremesini engeller.
·Haberleşme Fiber Optikleri
Fiber Optik Haberleşme Ekipmanları
Toz metalurjisi ile oluşturulan yüksek-hassas 90° tozlu fiber optik iletişim ekipmanı bağlantısı-kanıt ve anti-gevşeme özellikleri, kararlı optik sinyal iletiminin sağlanması.


Fiber Seramik Yüksük
İletişim ekipmanlarına özel olan bu LC üç-pabucu seramik yüksük, ince öğütülmüş zirkonya seramik ve CNC ile işlenmiş paslanmaz çelik kullanır, monte edilir ve toz içinde test edilir-ücretsiz atölye. Düşük optik kaybı vardır ve 10.000'den fazla fişi destekler-veri merkezleri, 5G istasyonları, FTTH ve diğer optik iletişim projeleri için LC fiber konektörlerle uyumludur.
·Günlük Kullanıma Yönelik Donanım Bileşenleri
Kulak-kanca Bluetooth Kulaklık
İngilizce Açıklama: Hassas-Toz metalurjisi ile oluşturulan bu braket kompakt, yüksek-Hafif ve aşınma direncine sahip sağlam yapı. İstikrarlı destek ve çoklu sağlar-Kulaklıklar için açı ayarı, kullanım sırasında konfor ve dayanıklılık sağlar.

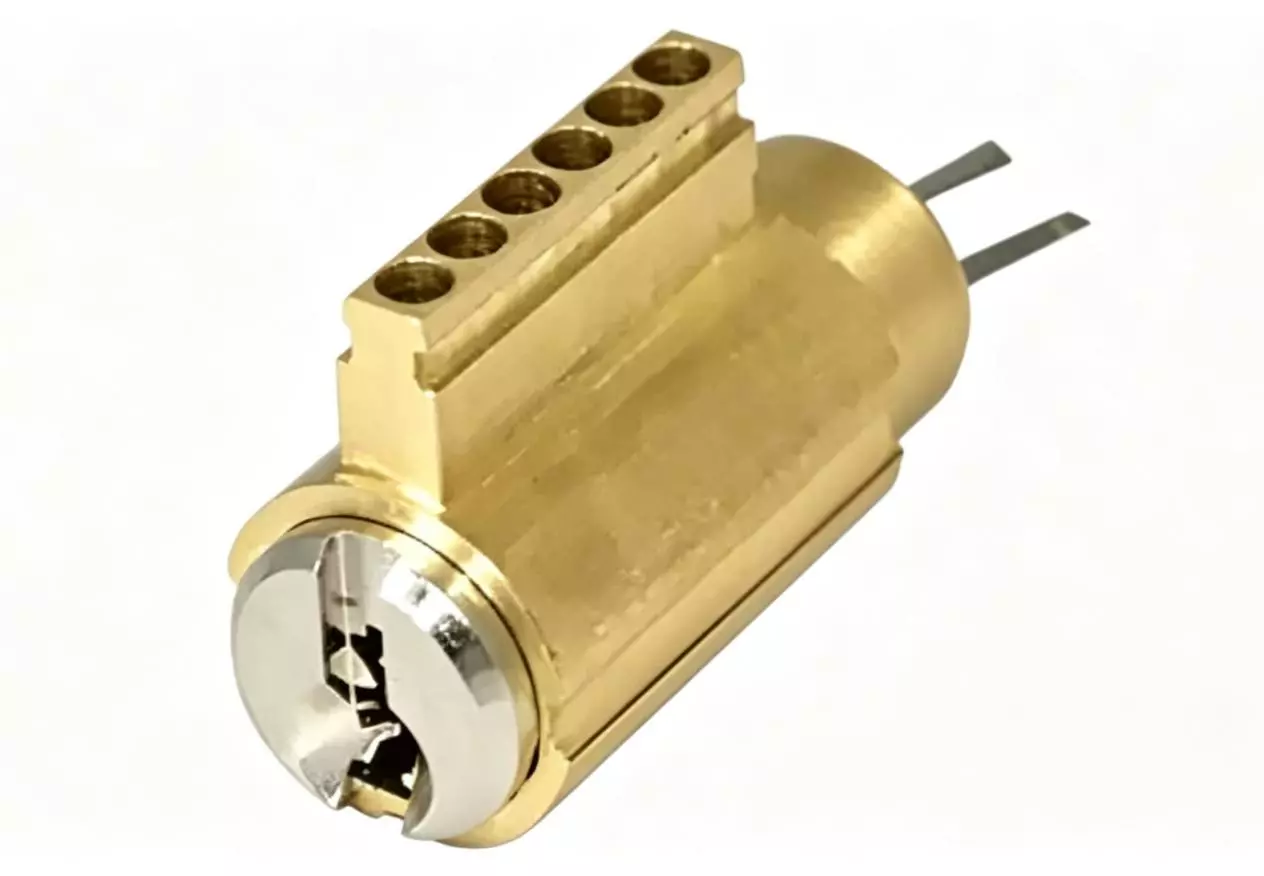
Elektronik Kilit Silindiri Toz Metalurjisi Parçası
Hassasiyet-Toz metalurjisi ile oluşturulan bu kilit silindiri parçası, yüksek boyutsal doğruluk, yoğun yapı ve aşınma direncine sahiptir. Elektronik kilitlerin dahili aktarım ve kilitleme mekanizmalarına uyar ve güvenilir bir koruma sağlar.-hırsızlık performansı ve uzun-vadeli istikrarlı çalışma.
Konfeksiyon için Toz Metalurji Fermuar Çektirme Makinası & Çantalar
Deri ayakkabılar, el çantaları ve giysiler için toz metalurjisi, metal fermuar sürgüsü ile özelleştirilebilir yüzey elektrokaplama kaplaması ile oluşturulmuştur.

·Elektrikli Araç
Kapı Kilidi Tahrik Bağlantısı
Hassasiyet-Toz metalurjisi yoluyla oluşturulan bu, Elektrikli Araçların kapı kilit sistemleri için temel bir aktarım bileşenidir. Sürüş güvenliğini sağlamak için karmaşık çalışma koşullarında istikrarlı ve hassas kapı kilitleme işlemlerine olanak tanıyan yüksek mukavemet, mükemmel aşınma direnci ve düşük gürültü özelliklerine sahiptir.


Otomatik Metal Destek Braketi
Toz metalurjisi yoluyla entegre olarak oluşturulan bu bileşen, Elektrikli Araçlar Yükseklik sağlamak için motor uç kapakları-hassas, yüksek-Dönen şaft için stabilite desteği. Yoğun yapısı ve yüksek mukavemeti, motorun çalışması sırasında radyal yüklere etkili bir şekilde dayanabilir, verimli ve sorunsuz motor performansı sağlar.
Otomotiv Aktüatör Muhafazası
MIM toz metalurjisi ile paslanmaz çelikten yapılmış olan bu entegre muhafaza, çok az ikincil işleme gerektiren hassas deliklere sahiptir. Yoğun yapısı titreşime, aşırı sıcaklığa ve sıvı korozyonuna karşı dayanıklıdır. Hafif ve boyutsal olarak tutarlı olan bu ürün, otonom ve NEV araç elektronik aktüatörlerinin seri üretimine uygundur.


Shift Bağlantı Kol Düzeneği
Bu entegre manşon ve limit çatal, MIM tarafından büyük koaksiyel hassasiyetle şekillendirilmiştir. Düzgün sürtünme yüzeyi aşınmaya ve dişli yağı korozyonuna karşı dayanıklıdır. Yüksek mukavemet kırılmayı önler, hafif tasarım yakıtın toplu montajı ve yeni enerji akıllı şanzımanları için vites değiştirme tepkisini optimize eder.
Üretim Atölyesi

