
Prezentare tipică a produsului
· Dispozitive medicale

Ansamblu braț oscilant pentru scaun dentar
Acest ansamblu de braț oscilant pentru scaune dentare este fabricat folosind metalurgia pulberilor. Are o rezistență structurală ridicată, o precizie dimensională stabilă și onetedă,non-suprafață poroasă, care îndeplinește cerințele de uzură și rezistență la coroziune de lungă durată-termen de mișcare alternativă în echipamentele medicale și oferind suport fiabil pentru poziționarea instrumentelor și ajustarea unghiului în unitățile de tratament dentar.
Componente de metalurgie a pulberilor pentru scaunul dentar
Proiectate pentru unitățile de tratament dentar, aceste componente sunt fabricate prin metalurgia pulberilor. Cu o densitate uniformă a materialului și proprietăți mecanice stabile, acestea sunt potrivite pentru transmisia critică și părțile de susținere ale scaunelor dentare, având zgomot redus și rezistență ridicată la uzură și respectând curățenia și durata lungă.-standardele de utilizare pe termen lung a echipamentelor medicale.


Maneta de control medical
Unul-formarea piesei din oțel inoxidabil MIM oferă toleranță strânsă și mai puțină prelucrare secundară. Proiectat pentru ansambluri de control al dispozitivelor minim invazive, are caracteristici medicale-material de calitate cu o biocompatibilitate remarcabilă. Structura rigidă ușoară asigură o funcționare lină, rezistă la înalte repetate-sterilizarea la temperatură și evită retenția bacteriană pentru potrivirea în masă a echipamentelor medicale.
Vârf de clemă medicală
Metalurgia pulberilor aproape-modelarea plasei formează găuri de montare într-o singură etapă cu textură metalică uniformă. Ca fălci pentru prelevare & instrumente chirurgicale, are deformare-duritate uniformă rezistentă, tolerează sterilizarea în autoclavă fără precipitare dăunătoare. Structura integrată fără sudură îndeplinește standardele de curățenie medicală pentru asamblarea dispozitivelor invazive.


Baza pentru flanșă de etanșare medicală
Înalt-baza din oțel inoxidabil MIM de densitate integrează arborele & găuri de montare pentru planeitate superioară și fluid de încredere/etanșare cu gaz. Ca suport pentrunegativ-presiune & dispozitive medicale fluide, rezistă acidului medical-coroziunea bazei și sterilizarea ciclică. Crack-Structura rezistentă fără sudură împiedică înmulțirea bacteriilor pentru echipamentul curat al sălii de operație.
·Fibră optică de comunicații
Echipamente de comunicații prin fibră optică
Format prin metalurgia pulberilor, oferă unnivel ridicat-precizie 90° conexiune pentru echipamente de comunicatii cu fibra optica cu praf-dovada si anti-proprietăți de slăbire, asigurând o transmisie stabilă a semnalului optic.


Ferulă din fibră ceramică
Special pentru echipamente de comunicație, acest LC trei-manșonul ceramic cu urechi adoptă ceramică din zirconiu fin măcinat și oțel inoxidabil prelucrat CNC, asamblat și testat în praf-atelier gratuit. Are pierderi optice reduse și acceptă peste 10.000 de mufe-ins, compatibil cu conectori de fibră LC pentru centre de date, stații 5G, FTTH și alte proiecte de comunicații optice.
·Componente hardware pentru utilizare zilnică
ureche-cârlig căști Bluetooth
Descriere în engleză: Precizie-format prin metalurgia pulberilor, acest suport are un compact, înalt-structură de rezistență cu greutate ușoară și rezistență la uzură. Oferă suport stabil și multi-reglarea unghiului pentru căști, asigurând confort și durabilitate în timpul utilizării.

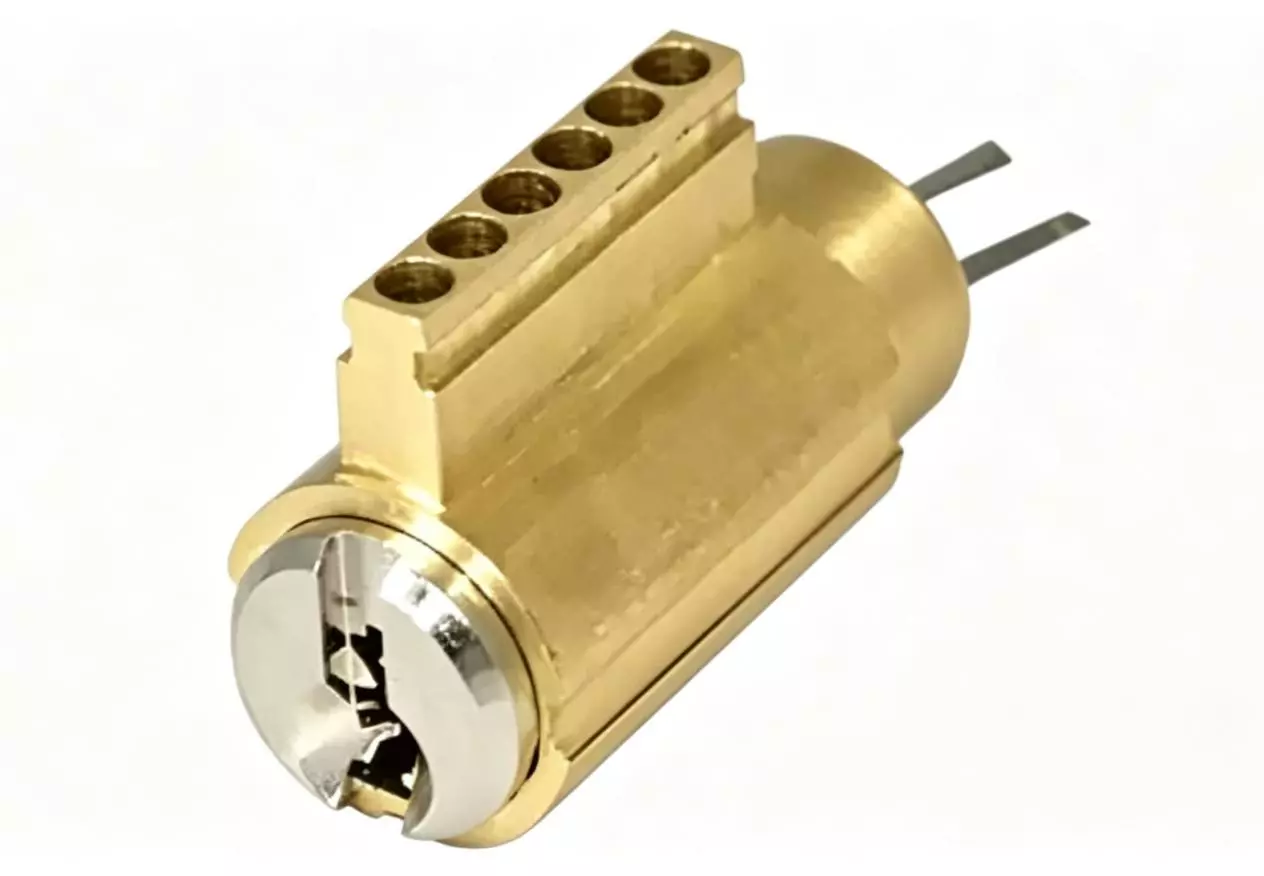
Cilindru de închidere electronică pentru metalurgia pulberilor
Precizie-formată prin metalurgia pulberilor, această piesă a cilindrului de blocare are precizie dimensională ridicată, structură densă și rezistență la uzură. Se potrivește cu mecanismele interne de transmisie și blocare ale încuietorilor electronice, oferind un antifiebil-furt de performanță și lungă-funcţionare stabilă pe termen lung.
Extractor de fermoar pentru metalurgie a pulberilor pentru îmbrăcăminte & Genți
Format prin metalurgia pulberilor, glisor cu fermoar metalic pentru pantofi, genți de mână și haine din piele, cu finisaj de galvanizare a suprafeței personalizabil.

·Vehicul electric
Legătura de antrenare a blocării ușii
Precizie-formată prin metalurgia pulberilor, aceasta este o componentă de bază de transmisie pentru sistemele de blocare a ușilor pentru vehicule electrice. Are rezistență ridicată, rezistență excelentă la uzură și zgomot redus, permițând operațiuni stabile și precise de blocare a ușii în condiții complexe de lucru pentru a asigura siguranța la conducere.


Suport metalic auto
Formată integral prin metalurgia pulberilor, această componentă este utilizată în Vehicule electrice capacele de la capătul motorului pentru a oferi înaltă-precizie, mare-suport de stabilitate pentru arborele rotativ. Structura sa densă și rezistența ridicată pot rezista în mod eficient la sarcini radiale în timpul funcționării motorului, asigurând o performanță eficientă șinetedă a motorului.
Carcasa actuatorului auto
Fabricată din oțel inoxidabil prin metalurgia pulberilor MIM, această carcasă integrată are găuri precise cu puțină prelucrare secundară. Structura sa densă rezistă vibrațiilor, temperaturilor extreme și coroziunii fluidelor. Ușoară și consecventă din punct de vedere dimensional, se potrivește producției de masă de actuatoare electronice pentru vehicule autonome și NEV.


Ansamblul manșonului Shift Connect
Acest manșon și furcă de limită integrate sunt modelate de MIM cu o mare precizie coaxială. Suprafața uniformă de frecare rezistă la uzură și la coroziunea uleiului de transmisie. Rezistența ridicată previne ruperea, designul ușor optimizează răspunsul la schimbarea vitezelor pentru asamblarea în masă a combustibilului și a transmisiilor inteligente cu energienouă.
Atelier de producție

