
Typische productpresentatie
· Medische apparaten

Tandartsstoel zwenkarmmontage
Deze zwenkarmconstructie voor tandartsstoelen is vervaardigd met behulp van poedermetallurgie. Het beschikt over een hoge structurele sterkte, stabiele maatnauwkeurigheid en een gladde,niet-vervormbare structuur-poreus oppervlak, dat voldoet aan de eisen op het gebied van slijtvastheid en corrosieweerstand van lang-langdurige heen en weer gaande beweging in medische apparatuur, en het bieden van betrouwbare ondersteuning voor het positioneren van instrumenten en het aanpassen van de hoek in tandheelkundige behandelunits.
Poedermetallurgiecomponenten voor tandartsstoel
Deze componenten zijn ontworpen voor tandheelkundige behandelunits en worden vervaardigd via poedermetallurgie. Met een uniforme materiaaldichtheid en stabiele mechanische eigenschappen zijn ze geschikt voor kritische transmissie- en ondersteuningsonderdelen van tandartsstoelen, met een laag geluidsniveau en hoge slijtvastheid, en voldoen ze aan denetheid en lange levensduur-gebruiksnormen voor de termijn van medische apparatuur.


Medische bedieningshendel
Eén-stuk roestvast staal MIM-vormen zorgt voornauwe toleranties en minder secundaire bewerking. Het is ontworpen voor minimaal invasieve apparaatcontrolesystemen en beschikt over medische voorzieningen-kwaliteitsmateriaal met uitstekende biocompatibiliteit. Lichtgewicht stijve structuur zorgt voor een soepele werking en is bestand tegen herhaalde hoge belastingen-temperatuursterilisatie en vermijdt het vasthouden van bacteriën voor het matchen van massale medische apparatuur.
Medische klemtip
Poedermetallurgienabij-netvorming vormt in één stap montagegaten met een uniforme metaaltextuur. Als kaken voor bemonstering & chirurgische instrumenten, het heeft vervorming-resistente uniforme hardheid, tolereert autoclaafsterilisatie zonder schadelijkeneerslag. Naadloos geïntegreerde structuur voldoet aan de medische reinheidsnormen voor de assemblage van invasieve apparaten.


Medische afdichtingsflensbasis
Hoog-dichtheid MIM roestvrijstalen basis integreert as & montagegaten voor superieure vlakheid en betrouwbare vloeistof/gasafdichting. Als ondersteuning voornegatief-druk & vloeibare medische apparaten, het is bestand tegen medisch zuur-basiscorrosie en cyclische sterilisatie. Scheur-resistentenaadloze structuur voorkomt dat bacteriën zich voortplanten voor schone operatiekamerapparatuur.
·Communicatie glasvezel
Glasvezelcommunicatieapparatuur
Het wordt gevormd via poedermetallurgie en biedt hoge-precisie 90° aansluiting voor glasvezelcommunicatieapparatuur met stof-bewijs en anti-losmakende eigenschappen, waardoor een stabiele optische signaaloverdracht wordt gegarandeerd.


Vezelkeramische ferrule
Speciaal voor communicatieapparatuur is deze LC three-De keramische ferrule is gemaakt van fijngemalen zirkonia-keramiek en CNC-gefreesd roestvrij staal, geassembleerd en getest in stof-gratis werkplaats. Het heeft een laag optisch verlies en ondersteunt meer dan 10.000 stekkers-ins, compatibel met LC-glasvezelconnectoren voor datacenters, 5G-stations, FTTH en andere optische communicatieprojecten.
·Hardwarecomponenten voor dagelijks gebruik
Oor-haak Bluetooth-headset
Engelse beschrijving: Precisie-Deze beugel is gevormd via poedermetallurgie en heeft een compacte, hoge-sterktestructuur met lichtgewicht en slijtvastheid. Het biedt stabiele ondersteuning en multi-hoekverstelling voor hoofdtelefoons, wat comfort en duurzaamheid tijdens gebruik garandeert.

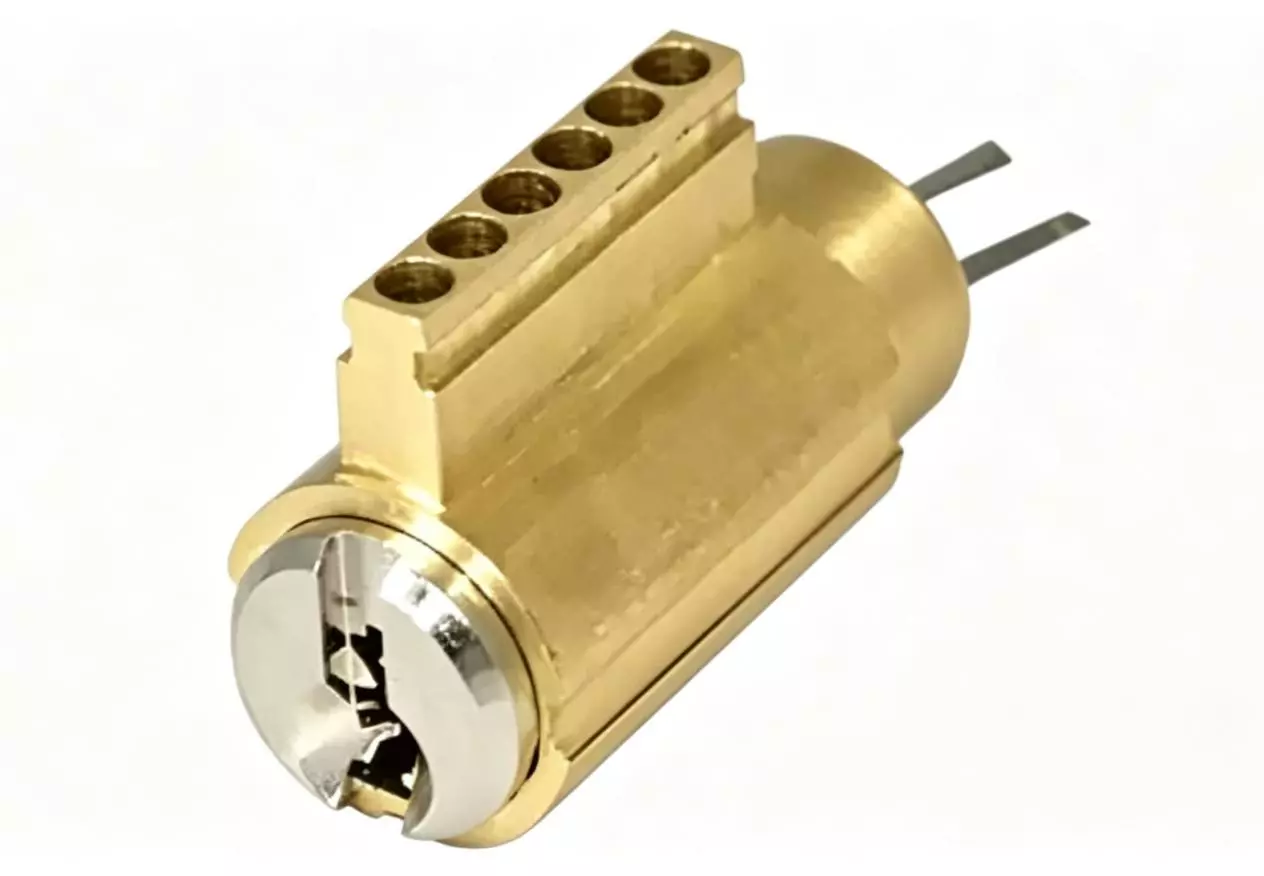
Elektronische slotcilinder Poedermetallurgie Onderdeel
Precisie-Dit slotcilinderonderdeel is gevormd via poedermetallurgie en heeft een hoge maatnauwkeurigheid, een dichte structuur en slijtvastheid. Het past bij de interne transmissie- en vergrendelingsmechanismen van elektronische sloten en biedt betrouwbare anti-blokkeersystemen-diefstalprestaties en lang-termijn stabiele werking.
Poedermetallurgie ritstrekker voor kledingstuk & Zakken
Gevormd via poedermetallurgie, metalen ritssluiting voor leren schoenen, handtassen en kleding, met aanpasbare galvanische afwerking.

·Elektrisch voertuig
Aandrijfkoppeling deurslot
Precisie-gevormd via poedermetallurgie, dit is een kerntransmissiecomponent voor deurslotsystemen voor elektrische voertuigen. Het beschikt over een hoge sterkte, uitstekende slijtvastheid en een laag geluidsniveau, waardoor stabiele ennauwkeurige deurslotbedieningen onder complexe werkomstandigheden mogelijk zijn om de rijveiligheid te garanderen.


Automatische metalen steunbeugel
Dit onderdeel is integraal gevormd via poedermetallurgie en wordt gebruikt in Elektrische voertuigen motoreindafdekkingen voor hoge-precisie, hoog-stabiliteitssteun voor de roterende as. De dichte structuur en hoge sterkte zijn effectief bestand tegen radiale belastingen tijdens de werking van de motor, waardoor efficiënte en soepele motorprestaties worden gegarandeerd.
Behuizing van actuator voor auto's
Deze geïntegreerde behuizing is gemaakt van roestvrij staal via MIM-poedermetallurgie en heeftnauwkeurige gaten met weinig secundaire bewerking. De dichte structuur is bestand tegen trillingen, extreme temperaturen en vloeistofcorrosie. Lichtgewicht en consistent qua afmetingen, geschikt voor massaproductie van elektronische actuatoren voor autonome en NEV-voertuigen.


Shift Connect-mouwconstructie
Deze geïntegreerde huls en limietvork is door MIM met grote coaxiale precisie gevormd. Een uniform wrijvingsoppervlak is bestand tegen slijtage en corrosie van de tandwielolie. Hoge sterkte voorkomt breuk, lichtgewicht ontwerp optimaliseert de schakelrespons voor massa-assemblage van brandstof ennieuwe energie-intelligente transmissies.
Productie workshop

