
Presentación típica del producto
· Dispositivos médicos

Conjunto de brazo oscilante para sillón dental
Este conjunto de brazo oscilante para sillones dentales se fabrica mediante pulvimetalurgia. Presenta alta resistencia estructural, precisión dimensional estable y una superficie suave yno-Superficie porosa, que cumple con los requisitos de resistencia al desgaste y a la corrosión de larga duración.-movimiento alternativo a largo plazo en equipos médicos y proporciona soporte confiable para el posicionamiento de instrumentos y ajuste de ángulo en unidades de tratamiento dental.
Componentes de pulvimetalurgia para sillón dental
Diseñados para unidades de tratamiento dental, estos componentes se fabrican mediante pulvimetalurgia. Con una densidad de material uniforme y propiedades mecánicas estables, son adecuados para piezas críticas de transmisión y soporte de sillones dentales, presentan bajonivel de ruido y alta resistencia al desgaste, y cumplen con los requisitos de limpieza y larga duración.-Normas de uso a largo plazo de equipos médicos.


Palanca de control médico
uno-El conformado MIM de piezas de acero inoxidable ofrece una tolerancia estricta y menos mecanizado secundario. Diseñado para conjuntos de control de dispositivos mínimamente invasivos, presenta características médicas-Material de calidad con excelente biocompatibilidad. La estructura rígida y liviana garantiza un funcionamiento suave y soporta altas temperaturas repetidas.-esterilización a temperatura y evita la retención de bacterias para la combinación de equipos médicos masivos.
Punta de abrazadera médica
Metalurgia de polvos cerca-La forma de red forma agujeros de montaje en un solo paso con textura metálica uniforme. Como mandíbulas para muestreo. & instrumentos quirúrgicos, tiene deformación-Dureza uniforme resistente, tolera la esterilización en autoclave sin precipitacionesnocivas. La estructura integrada sin costuras cumple con los estándares de limpieza médica para el ensamblaje de dispositivos invasivos.


Base de brida de sellado médico
Alto-La base de acero inoxidable MIM de densidad integra el eje. & Orificios de montaje para una planitud superior y un fluido confiable./sellado de gases. Como apoyo a lonegativo.-presión & Dispositivos médicos fluidos, resiste el ácido médico.-corrosión base y esterilización cíclica. Grieta-La estructura resistente y sin costuras evita la reproducción de bacterias para un equipo de quirófano limpio.
·Fibra Óptica de Comunicación
Equipos de comunicación de fibra óptica
Formado mediante pulvimetalurgia, proporciona alta-precisión 90° Conexión para equipos de comunicación de fibra óptica con polvo.-prueba y anti-Propiedades de aflojamiento, lo que garantiza una transmisión estable de la señal óptica..


Férula de fibra cerámica
Especial para equipos de comunicación, este LC tres-La virola de cerámica con orejeta adopta cerámica de circonio finamente molida y acero inoxidable mecanizado por CNC, ensamblado y probado en polvo.-taller gratuito. Tiene baja pérdida óptica y admite más de 10.000 enchufes.-ins, compatible con conectores de fibra LC para centros de datos, estaciones 5G, FTTH y otros proyectos de comunicación óptica.
·Componentes de hardware para uso diario
oreja-gancho auricular bluetooth
Descripción en inglés: Precisión-Formado mediante pulvimetalurgia, este soporte presenta un diseño compacto y de alta-Estructura resistente con peso ligero y resistencia al desgaste. Proporciona soporte estable y multi-Ajuste de ángulo para auriculares, asegurando comodidad y durabilidad durante el uso.

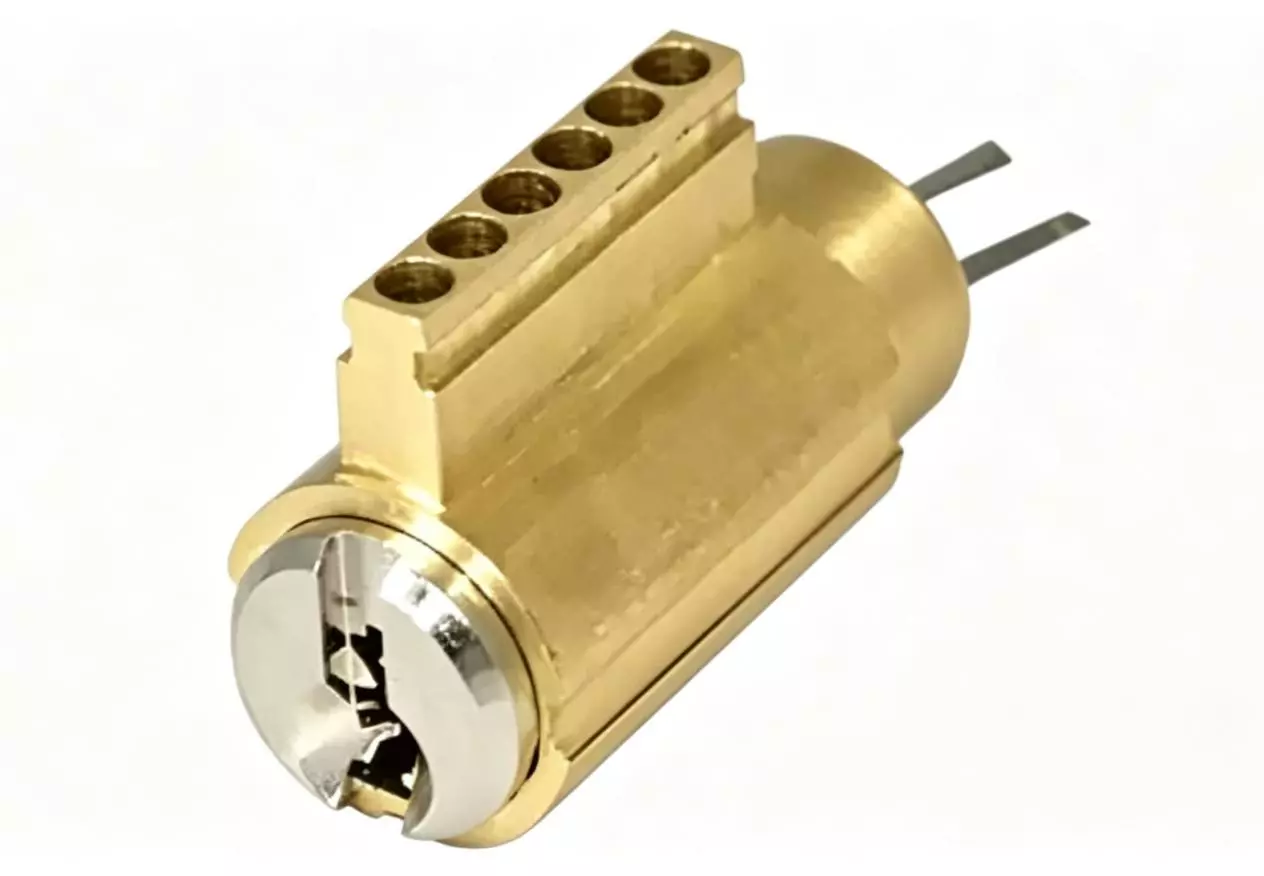
Pieza de metalurgia de polvos del cilindro de cerradura electrónica
Precisión-Formada mediante pulvimetalurgia, esta pieza de cilindro de cerradura presenta una alta precisión dimensional, una estructura densa y resistencia al desgaste. Se adapta a los mecanismos internos de transmisión y bloqueo de cerraduras electrónicas, proporcionando anti confiable-rendimiento de robo y largo-operación estable a largo plazo.
Extractor de cremalleras de pulvimetalurgia para prendas de vestir & Bolsas
Formado mediante pulvimetalurgia, deslizador de cremallera de metal para zapatos, bolsos y ropa de cuero, con acabado de galvanoplastia de superficie personalizable.

·Vehículo eléctrico
Enlace de transmisión de cerradura de puerta
Precisión-Formado mediante pulvimetalurgia, este es un componente de transmisión central para los sistemas de cerradura de puertas de vehículos eléctricos. Presenta alta resistencia, excelente resistencia al desgaste y bajonivel de ruido, lo que permite operaciones de bloqueo de puertas estables y precisas en condiciones de trabajo complejas para garantizar la seguridad en la conducción.


Soporte de soporte de metal para automóvil
Formado integralmente mediante pulvimetalurgia, este componente se utiliza en Vehículos eléctricos cubiertas de los extremos del motor para proporcionar alta-precisión, alta-soporte de estabilidad para el eje giratorio. Su estructura densa y alta resistencia pueden soportar eficazmente cargas radiales durante el funcionamiento del motor, lo que garantiza un rendimiento eficiente y suave del motor.
Carcasa del actuador automotriz
Fabricada en acero inoxidable mediante pulvimetalurgia MIM, esta carcasa integrada tiene orificios precisos con poco mecanizado secundario. Su densa estructura resiste vibraciones, temperaturas extremas y corrosión de fluidos. Ligero y dimensionalmente consistente, se adapta a la producción en masa de actuadores electrónicos de vehículos autónomos y NEV.


Conjunto de manguito de conexión de cambio
Esta horquilla integrada con manguito y límite está moldeada por MIM con gran precisión coaxial. La superficie de fricción uniforme resiste el desgaste y la corrosión del aceite de engranajes. La alta resistencia evita roturas, el diseño liviano optimiza la respuesta de cambio para el ensamblaje masivo de combustible y transmisiones inteligentes denueva energía.
Taller de producción

