
Apresentação típica de produto
· Dispositivos Médicos

Conjunto de braço oscilante para cadeira odontológica
Este conjunto de braço oscilante para cadeiras odontológicas é fabricado em metalurgia do pó. Possui alta resistência estrutural, precisão dimensional estável e um acabamento suave enão-superfície porosa, atendendo aos requisitos de resistência ao desgaste e à corrosão de longos-movimento alternativo de longo prazo em equipamentos médicos e fornecendo suporte confiável para posicionamento de instrumentos e ajuste de ângulo em unidades de tratamento odontológico.
Componentes de metalurgia do pó para cadeira odontológica
Projetados para unidades de tratamento odontológico, esses componentes são fabricados através da metalurgia do pó. Com densidade de material uniforme e propriedades mecânicas estáveis, são adequados para peças críticas de transmissão e suporte de cadeiras odontológicas, apresentando baixo ruído e alta resistência ao desgaste, além de atenderem à limpeza e longa-padrões de uso de equipamentos médicos a longo prazo.


Alavanca de controle médico
Um-A formação MIM de peça de aço inoxidável oferece tolerância restrita e menos usinagem secundária. Projetado para conjuntos de controle de dispositivos minimamente invasivos, possui recursos médicos-material de qualidade com excelente biocompatibilidade. A estrutura rígida e leve garante uma operação suave, resiste a altas repetições-esterilização por temperatura e evita a retenção bacteriana para correspondência de equipamentos médicos em massa.
Ponta de pinça médica
Metalurgia do pó perto-a modelagem da rede forma furos de montagem em uma única etapa com textura metálica uniforme. Como mandíbulas para amostragem & instrumentos cirúrgicos, apresenta deformação-dureza uniforme resistente, tolera a esterilização em autoclave sem precipitação prejudicial. A estrutura integrada e perfeita atende aos padrões de limpeza médica para montagem de dispositivos invasivos.


Base de flange de vedação médica
Alto-base de aço inoxidável MIM de densidade integra eixo & furos de montagem para planicidade superior e fluido confiável/vedação de gás. Como suporte paranegativo-pressão & dispositivos médicos fluidos, resiste ao ácido médico-corrosão básica e esterilização cíclica. Rachadura-estrutura sem costura resistente evita a reprodução de bactérias em equipamentos de sala de cirurgia limpos.
·Fibra Óptica de Comunicação
Equipamento de comunicação de fibra óptica
Formado via metalurgia do pó, proporciona alta-precisão 90° conexão para equipamentos de comunicação de fibra óptica com poeira-prova e anti-propriedades de afrouxamento, garantindo transmissão de sinal óptico estável.


Virola de fibra cerâmica
Especial para equipamentos de comunicação, este LC três-A ponteira de cerâmica talão adota cerâmica de zircônia finamente moída e aço inoxidável usinado CNC, montado e testado em poeira-oficina gratuita. Possui baixa perda óptica e suporta mais de 10.000 plugs-ins, compatível com conectores de fibra LC para data centers, estações 5G, FTTH e outros projetos de comunicação óptica.
·Componentes de hardware para uso diário
Orelha-gancho fone de ouvido Bluetooth
Descrição em Inglês: Precisão-formado via metalurgia do pó, este suporte apresenta um formato compacto e de alta-estrutura de força com peso leve e resistência ao desgaste. Ele fornece suporte estável e multi-ajuste de ângulo para fones de ouvido, garantindo conforto e durabilidade durante o uso.

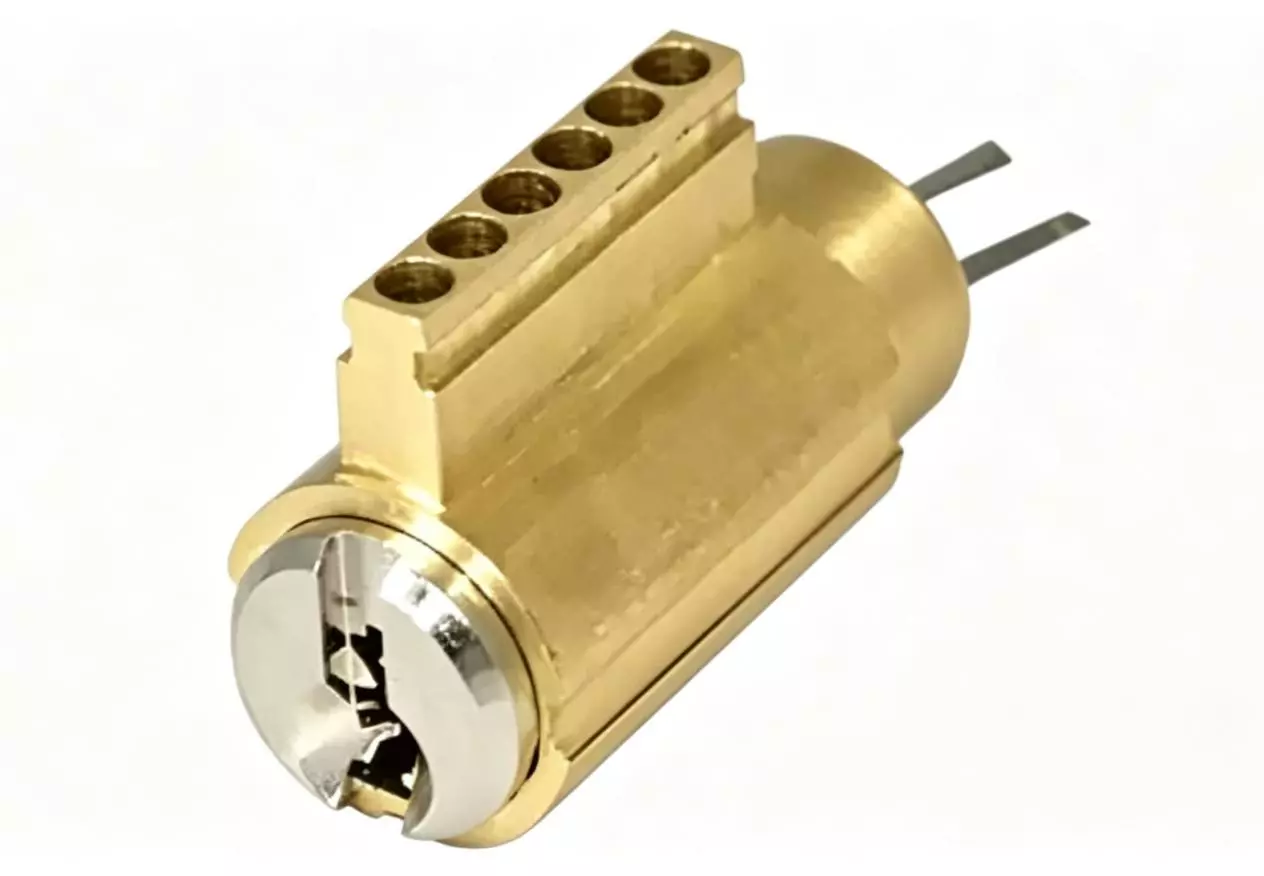
Peça de metalurgia do pó do cilindro de fechadura eletrônica
Precisão-formada por metalurgia do pó, esta peça do cilindro da fechadura apresenta alta precisão dimensional, estrutura densa e resistência ao desgaste. Ele se adapta aos mecanismos internos de transmissão e travamento de fechaduras eletrônicas, proporcionando proteção anti-roubo confiável.-desempenho de roubo e longo-operação estável a longo prazo.
Extrator de zíper de metalurgia do pó para vestuário & Bolsas
Formado via metalurgia do pó, zíper deslizante metálico para calçados, bolsas e roupas de couro, com acabamento galvanizado superficial personalizável.

·Veículo Elétrico
Articulação da fechadura da porta
Precisão-formado por meio de metalurgia do pó, este é um componente central de transmissão para sistemas de fechadura de portas de veículos elétricos. Possui alta resistência, excelente resistência ao desgaste e baixo ruído, permitindo operações de fechadura de porta estáveis e precisas sob condições de trabalho complexas para garantir a segurança ao dirigir.


Suporte de suporte de metal automotivo
Formado integralmente via metalurgia do pó, este componente é utilizado em Veículos Elétricos tampas das extremidades do motor para fornecer alta-precisão, alta-suporte de estabilidade para o eixo giratório. Sua estrutura densa e alta resistência podem suportar efetivamente cargas radiais durante a operação do motor, garantindo desempenho eficiente e suave do motor.
Carcaça do atuador automotivo
Feito de aço inoxidável através da metalurgia do pó MIM, este alojamento integrado possui furos precisos com pouca usinagem secundária. Sua estrutura densa resiste a vibrações, temperaturas extremas e corrosão de fluidos. Leve e dimensionalmente consistente, é adequado para a produção em massa de atuadores eletrônicos de veículos autônomos e NEV.


Conjunto de manga Shift Connect
Esta manga integrada e garfo limite são moldados pela MIM com grande precisão coaxial. A superfície de fricção uniforme resiste ao desgaste e à corrosão do óleo de engrenagem. A alta resistência evita quebras, o design leve otimiza a resposta de mudança para montagem em massa de combustível enovas transmissões inteligentes de energia.
Oficina de Produção

