
Tipikus termékbemutató
· Orvosi eszközök

Fogászati szék lengőkar összeállítás
Ez a fogorvosi székekhez való lengőkaros összeállítás porkohászattal készül. Nagy szerkezeti szilárdsággal, stabil méretpontossággal és sima,nem-porózus felület, amely megfelel a hosszú kopás- és korrózióállósági követelményeinek-terminus oda-vissza mozgás az orvosi berendezésekben, és megbízható támogatástnyújt a műszerek pozicionálásához és a szögbeállításhoz a fogászati kezelőegységekben.
Porkohászati alkatrészek fogorvosi székhez
Ezeket a fogászati kezelési egységekhez tervezett alkatrészeket porkohászattal gyártják. Egyenletes anyagsűrűségükkel és stabil mechanikai tulajdonságaikkal alkalmasak a fogorvosi székek kritikus átviteli és támasztó részeire, alacsony zajszinttel és magas kopásállósággal rendelkeznek, valamint megfelelnek a tisztaság és a hosszú-az orvosi berendezések távhasználati szabványai.


Orvosi vezérlőkar
Egy-A darabos rozsdamentes acél MIM alakítás szűk tűrést és kevesebb másodlagos megmunkálást biztosít. Minimálisan invazív eszközvezérlő egységekhez tervezték, orvosi jellemzőkkel rendelkezik-minőségű anyag kiemelkedő biokompatibilitással. Könnyű merev szerkezet biztosítja a zökkenőmentes működést, ellenáll az ismételt magasnak-hőmérsékleten történő sterilizálás, és elkerülhető a baktériumok visszatartása a tömeges orvosi berendezések illesztése érdekében.
Orvosi bilincs hegye
Porkohászat a közelben-A hálóformálás egy lépésben rögzítőfuratokat képez, egységes fémszerkezettel. Mint pofák a mintavételhez & sebészeti műszerek, deformációja van-ellenálló egyenletes keménység, elviseli az autokláv sterilizálást káros csapadéknélkül. A zökkenőmentes integrált szerkezet megfelel az invazív eszközök összeszerelésére vonatkozó orvosi tisztasági szabványoknak.


Orvosi tömítőkarima alap
Magas-sűrűségű MIM rozsdamentes acél talp integrálja a tengelyt & rögzítőfuratok a kiváló síkság és megbízható folyadék érdekében/gáztömítés. Anegatív támogatásaként-nyomást & folyékony orvosi eszközök, ellenáll az orvosi savnak-alapkorrózió és ciklikus sterilizálás. Crack-Az ellenálló varratnélküli szerkezet megakadályozza a baktériumok szaporodását a tiszta műtői berendezésekhez.
·Kommunikációs száloptika
Száloptikai kommunikációs berendezések
Porkohászattal készült, magas-pontosság 90° csatlakozó optikai kommunikációs berendezésekhez porral-bizonyíték és anti-lazító tulajdonságok, biztosítva a stabil optikai jelátvitelt.


Fiber kerámia hüvely
Speciális kommunikációs berendezésekhez, ez az LC három-A füles kerámia érvéghüvely finomra őrölt cirkónium-oxid kerámiát és CNC megmunkálású rozsdamentes acélt alkalmaz, összeszerelve és porban tesztelve-ingyenes workshop. Alacsony optikai veszteséggel rendelkezik, és több mint 10 000 csatlakozót támogat-ins, kompatibilis az adatközpontok, 5G állomások, FTTH és más optikai kommunikációs projektek LC szálas csatlakozóival.
·Hardverkomponensek mindennapi használatra
Fül-akasztós Bluetooth fejhallgató
Magyar Leírás: Precision-porkohászattal készült, ez a konzol kompakt, magas-szilárd szerkezet, könnyű súly és kopásállóság. Stabil támogatást és multi-fejhallgató szögbeállítása, amely biztosítja a kényelmet és a tartósságot használat közben.

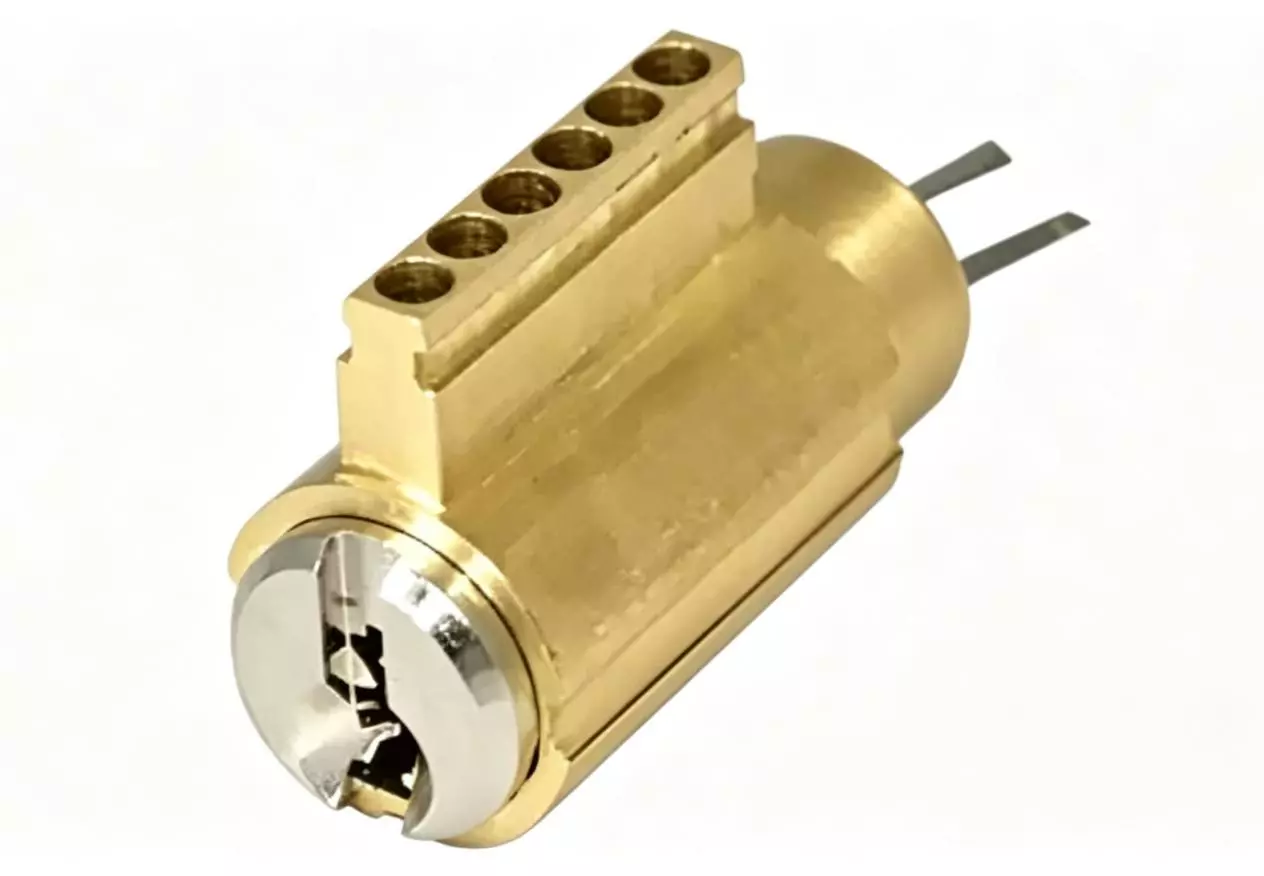
Elektronikus zárhenger porkohászati rész
Precizitás-porkohászattal készült, ez a zárhenger alkatrésznagy méretpontossággal, sűrű szerkezettel és kopásállósággal rendelkezik. Illik az elektronikus zárak belső erőátviteli és reteszelő mechanizmusaihoz, megbízható anti-lopási teljesítmény és hosszú-hosszú távú stabil működés.
Porkohászati cipzárhúzó ruhadarabokhoz & Táskák
Porkohászattal kialakított fém cipzáros csúszka bőr cipőkhöz, kézitáskákhoz és ruhákhoz, testreszabható felületi galvanizálással.

·Elektromos jármű
Ajtózár meghajtó összekötőelem
Precizitás-porkohászattal készült, ez az elektromos járművek ajtózár-rendszereinek fő átviteli alkatrésze. Nagy szilárdságú, kiváló kopásállósággal és alacsony zajszinttel rendelkezik, amely lehetővé teszi az ajtózár stabil és precíz működését összetett munkakörülmények között a vezetés biztonsága érdekében.


Auto fém tartókonzol
Ezt a komponenst porkohászattal integrálva használják Elektromos járművek motorvégfedelek magas-pontosság, magas-stabilitási támasz a forgó tengelyhez. Sűrű szerkezete ésnagy szilárdsága hatékonyan ellenáll a radiális terheléseknek a motor működése során, így biztosítva a hatékony és egyenletes motorteljesítményt.
Autóipari működtető ház
A MIM porkohászattal rozsdamentes acélból készült integrált ház precíz furatokkal rendelkezik, kevés másodlagos megmunkálással. Sűrű szerkezete ellenáll a vibrációnak, az extrém hőmérsékleteknek és a folyadékkorróziónak. Könnyű és méretkonzisztens, megfelel az autonóm és NEV járműelektronikus működtetők tömeggyártásának.


Shift Connect hüvely szerelvény
Ezt az integrált hüvelyt és határolóvillát a MIMnagy koaxiális pontossággal formálta. Az egyenletes súrlódó felület ellenáll a kopásnak és a hajtóműolaj korróziójának. Anagy szilárdság megakadályozza a törést, a könnyű kialakítás pedig optimalizálja a váltási reakciót az üzemanyag tömeges összeszereléséhez és az új energetikai intelligens sebességváltókhoz.
Produkciós Műhely

