
Typisk produktpresentation
· Medicinsk utrustning

Dental Chair Swing Arm Montage
Denna svängarmsenhet för tandläkarstolar är tillverkad med pulvermetallurgi. Den har hög strukturell styrka, stabil dimensionellnoggrannhet och en jämn, icke-porös yta som uppfyller slitage- och korrosionsbeständighetskraven för lång-term fram- och återgående rörelse i medicinsk utrustning, och ger tillförlitligt stöd för instrumentpositionering och vinkeljustering i tandbehandlingsenheter.
Pulvermetallurgikomponenter för tandläkarstol
Dessa komponenter är designade för tandbehandlingsenheter och tillverkas via pulvermetallurgi. Med enhetlig materialdensitet och stabila mekaniska egenskaper är de lämpliga för kritiska transmissions- och stöddelar av tandläkarstolar, med lågt ljud och hög slitstyrka, och uppfyller renhet och lång-termanvändningsstandarder för medicinsk utrustning.


Medicinsk kontrollspak
En-MIM-formning av rostfritt stål ger snäva toleranser och mindre sekundär bearbetning. Designad för minimalt invasiva enhetskontrollenheter, den har medicinska-kvalitet material med enastående biokompatibilitet. Lätt styv struktur säkerställer smidig drift, tål upprepade höga-temperatursterilisering och undviker kvarhållande av bakterier för massmedicinsk utrustningsmatchning.
Medicinsk klämspets
Pulvermetallurginära-nätformning bildar monteringshål i ett steg med enhetlig metallstruktur. Som käkar för provtagning & kirurgiska instrument, den har deformation-resistent jämn hårdhet, tål autoklavsterilisering utan skadlig utfällning. Sömlös integrerad struktur uppfyller medicinska renhetsstandarder för invasiv enhetsmontering.


Medicinsk tätningsflänsbas
Hög-densitet MIM bas i rostfritt stål integrerar axeln & monteringshål för överlägsen planhet och pålitlig vätska/gastätning. Som stöd förnegativ-tryck & flytande medicinsk utrustning, den motstår medicinsk syra-baskorrosion och cyklisk sterilisering. Spricka-resistent sömlös struktur förhindrar bakterieuppfödning för ren operationsrumsutrustning.
·Kommunikationsfiberoptik
Fiberoptisk kommunikationsutrustning
Formad via pulvermetallurgi ger den hög-precision 90° anslutning för fiberoptisk kommunikationsutrustning med damm-bevis och anti-lösgörande egenskaper, vilket säkerställer stabil optisk signalöverföring.


Fiberkeramisk hylsa
Speciell för kommunikationsutrustning, denna LC-trea-lug keramisk hylsa använder finmald zirconia keramik och CNC-bearbetad rostfritt stål, monterad och testad i damm-gratis workshop. Den har låg optisk förlust och stöder över 10 000 pluggar-ins, kompatibel med LC-fiberkontakter för datacenter, 5G-stationer, FTTH och andra optiska kommunikationsprojekt.
·Hårdvarukomponenter för dagligt bruk
Öra-koppla Bluetooth-headset
Engelsk Beskrivning: Precision-bildad via pulvermetallurgi, denna konsol har en kompakt, hög-hållfast struktur med låg vikt och slitstyrka. Det ger stabilt stöd och multi-vinkeljustering för hörlurar, vilket säkerställer komfort och hållbarhet under användning.

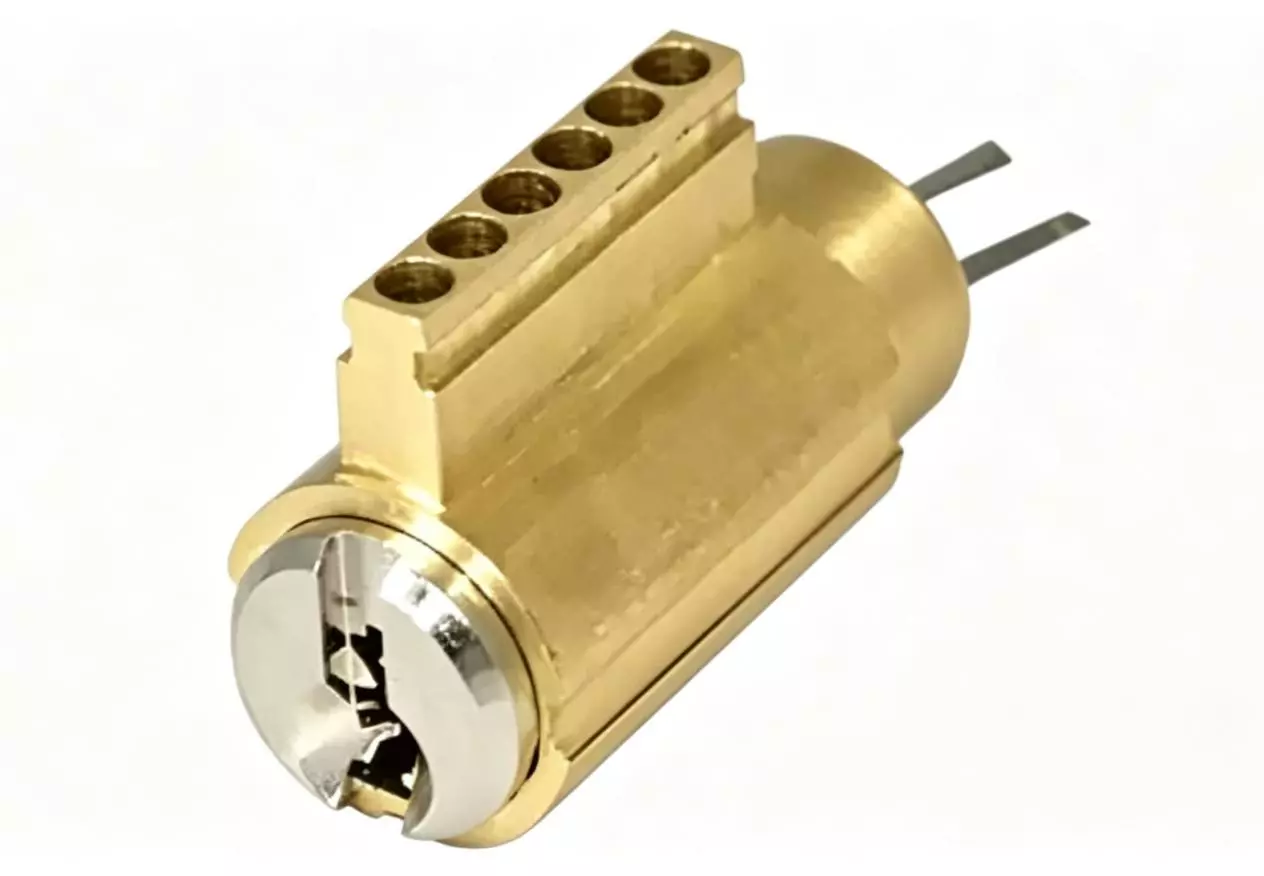
Elektronisk låscylinderpulvermetallurgidel
Precision-formad via pulvermetallurgi, denna låscylinderdel har hög dimensionellnoggrannhet, tät struktur och slitstyrka. Den passar de interna transmissions- och låsmekanismerna hos elektroniska lås, vilket ger pålitlig anti-stöldprestanda och lång-sikt stabil drift.
Pulver Metallurgy Dragkedja för plagg & Väskor
Formad genom pulvermetallurgi, dragkedja i metall för läderskor, handväskor och kläder, med anpassningsbar ytbehandling med galvanisering.

·Elfordon
Dörrlås Drive Länkage
Precision-bildad via pulvermetallurgi, detta är en central transmissionskomponent för elektriska fordons dörrlåssystem. Den har hög hållfasthet, utmärkt slitstyrka och lågt ljud, vilket möjliggör stabila och exakta dörrlåsfunktioner under komplexa arbetsförhållanden för att säkerställa körsäkerhet.


Auto Metal stödfäste
Denna komponent är integrerad formad via pulvermetallurgi och används i Elfordon motorändskydd för att ge hög-precision, hög-stabilitetsstöd för den roterande axeln. Dess täta struktur och höga hållfasthet kan effektivt motstå radiella belastningar under motordrift, vilket säkerställer effektiv och jämn motorprestanda.
Ställdonshus för fordon
Tillverkat av rostfritt stål via MIM-pulvermetallurgi, har detta integrerade hölje exakta hål med lite sekundär bearbetning. Dess täta struktur står emot vibrationer, extrem temperatur och vätskekorrosion. Lätt och dimensionellt konsekvent, den passar massproduktion av autonoma och elektroniska fordonsställdon för NEV.


Skift Connect Sleeve Montage
Denna integrerade hylsa och gränsgaffel är formad av MIM med stor koaxial precision. Enhetlig friktionsyta motstår slitage och växellådsoljekorrosion. Hög styrka förhindrar brott, lättviktsdesign optimerar växlingsresponsen för massmontering av bränsle ochnya energiintelligenta transmissioner.
Produktionsverkstad

