
Типова презентація продукту
· Медичні прилади

Стоматологічне крісло поворотний кронштейн
Цей поворотний кронштейн для стоматологічних крісел виготовляється за допомогою порошкової металургії. Він має високу структурну міцність, стабільну точність розмірів і гладку, без-пориста поверхня, що відповідає вимогам довготривалої стійкості до зносу та корозії-термін зворотно-поступальний рух у медичному обладнанні та забезпечення надійної підтримки для позиціонування інструментів і регулювання кута в стоматологічних установках.
Компоненти порошкової металургії для стоматологічного крісла
Ці компоненти, розроблені для стоматологічних установок, виготовляються за допомогою порошкової металургії. Завдяки рівномірній щільності матеріалу та стабільним механічним властивостям вони підходять для критичних трансмісійних і опорних частин стоматологічних крісел, відрізняються низьким рівнем шуму та високою зносостійкістю, а також відповідають вимогам чистоти та тривалого використання.-термін використання стандартів медичної техніки.


Медичний важіль управління
Один-Формування MIM з нержавіючої сталі забезпечує жорсткий допуск і менше вторинної обробки. Розроблений для мінімально інвазивних вузлів керування пристроєм, він має медичні характеристики-матеріал класу з чудовою біосумісністю. Легка жорстка конструкція забезпечує плавну роботу, витримує багаторазове підвищення-температурна стерилізація та запобігає утриманню бактерій для підбору масового медичного обладнання.
Медичний затискач
Порошкова металургія поруч-сітка формує монтажні отвори за один крок з однорідною текстурою металу. Як щелепи для відбору проб & хірургічні інструменти, він має деформацію-стійка рівномірна твердість, витримує автоклавну стерилізацію без шкідливого осаду. Безшовна інтегрована структура відповідає медичним стандартам чистоти для монтажу інвазивних пристроїв.


Медична ущільнювальна фланцева основа
Високий-щільність Основа з нержавіючої сталі MIM інтегрує вал & монтажні отвори для чудової площинності та надійної рідини/газова герметизація. Як підтримка негативу-тиск & рідкі медичні пристрої, він стійкий до медичної кислоти-корозія основи та циклічна стерилізація. тріщина-стійка безшовна структура запобігає розмноженню бактерій для чистого обладнання операційної.
·Зв'язок Волоконна оптика
Волоконно-оптичне комунікаційне обладнання
Сформований за допомогою порошкової металургії, він забезпечує високу-точність 90° з'єднання для оптоволоконного обладнання зв'язку з пилом-доказ і анти-розпушувальні властивості, що забезпечують стабільну передачу оптичного сигналу.


Волоконно-керамічна наконечник
Спеціально для комунікаційного обладнання, це LC три-Керамічний наконечник з наконечником використовує дрібно подрібнену цирконієву кераміку та нержавіючу сталь, оброблену з ЧПУ, зібрану та перевірену на пил-безкоштовний семінар. Він має низькі оптичні втрати та підтримує понад 10 000 штекерів-ins, сумісні з оптоволоконними роз’ємами LC для центрів обробки даних, станцій 5G, FTTH та інших проектів оптичного зв’язку.
·Апаратні компоненти для щоденного використання
вухо-підключити гарнітуру Bluetooth
Опис англійською: Precision-Створений за допомогою порошкової металургії, цей кронштейн відрізняється компактністю, високою-міцність конструкції з невеликою вагою і зносостійкістю. Він забезпечує стабільну підтримку та мульти-регулювання кута навушників, що забезпечує комфорт і довговічність під час використання.

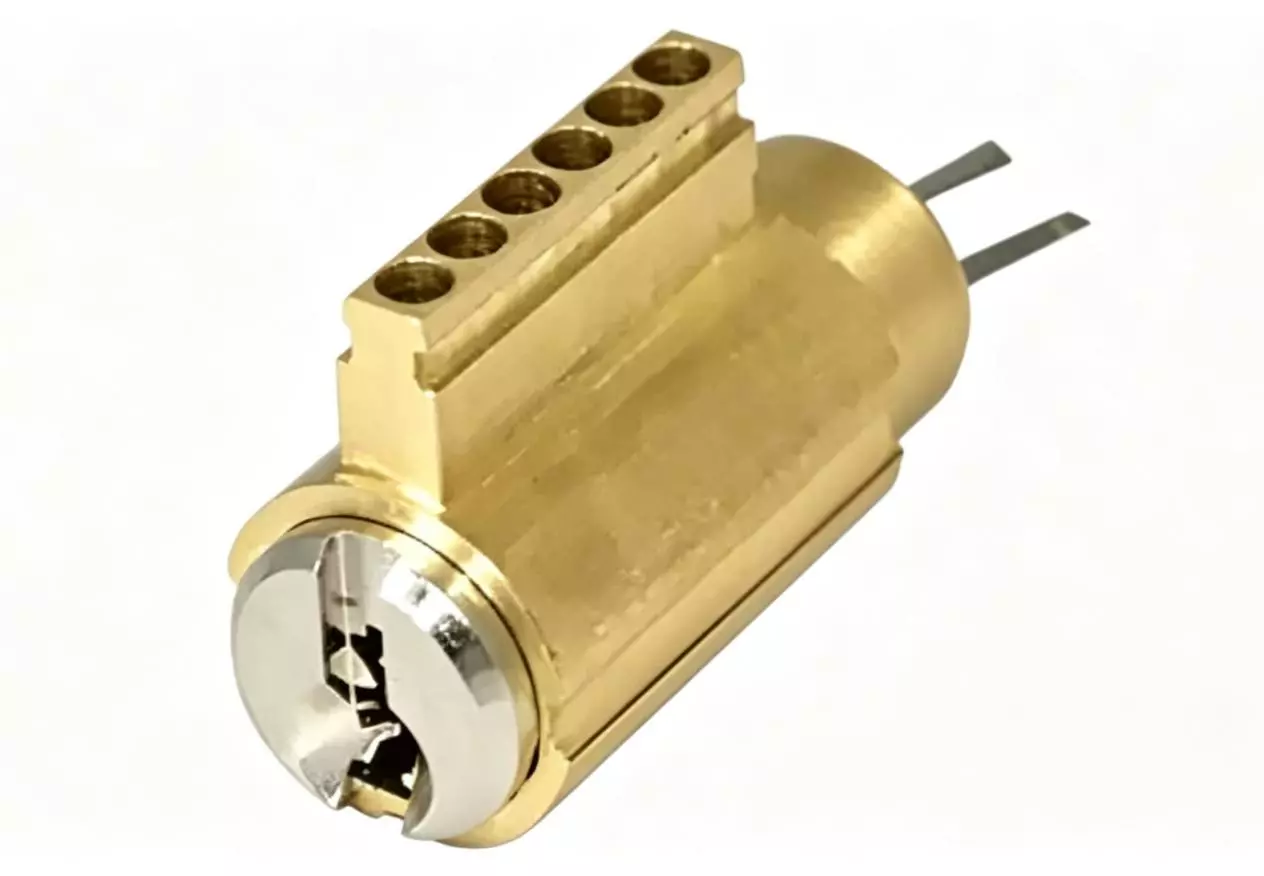
Електронний циліндр порошкової металургії
Точність-Створена за допомогою порошкової металургії, ця деталь циліндра замка має високу точність розмірів, щільну структуру та зносостійкість. Він підходить для внутрішньої передачі та запірних механізмів електронних замків, забезпечуючи надійну анти-продуктивність крадіжки і довго-термін стабільної роботи.
Знімач блискавки порошкової металургії для одягу & Сумки
Сформований за допомогою порошкової металургії, металевий бігунок на блискавці для шкіряного взуття, сумочок і одягу з гальванічним покриттям поверхні, що налаштовується.

·Електромобіль
Механізм приводу дверного замка
Точність-створений за допомогою порошкової металургії, це основний компонент трансмісії для систем дверних замків електромобілів. Він відрізняється високою міцністю, чудовою зносостійкістю та низьким рівнем шуму, що забезпечує стабільне та точне замикання дверей у складних робочих умовах для забезпечення безпеки водіння.


Автоматичний металевий опорний кронштейн
Цілком сформований за допомогою порошкової металургії цей компонент використовується в Електромобілі торцеві кришки двигуна для забезпечення високої-точність, висока-підтримка стійкості для обертового валу. Його щільна структура та висока міцність можуть ефективно протистояти радіальним навантаженням під час роботи двигуна, забезпечуючи ефективну та плавну роботу двигуна.
Корпус автомобільного приводу
Виготовлений із нержавіючої сталі методом порошкової металургії MIM, цей інтегрований корпус має точні отвори з невеликою вторинною механічною обробкою. Його щільна структура стійка до вібрації, екстремальних температур і корозії. Легкий і єдиний за розмірами, він підходить для масового виробництва електронних приводів автономних і NEV транспортних засобів.


Shift Connect Sleeve Assembly
Ця інтегрована втулка та обмежувальна вилка мають форму MIM з високою коаксіальною точністю. Рівномірна поверхня тертя протистоїть зносу та корозії трансмісійного масла. Висока міцність запобігає поломці, легка конструкція оптимізує реакцію перемикання передач для масового складання паливних і нових інтелектуальних трансмісій.
Виробничий цех

