
Présentation typique du produit
· Dispositifs médicaux

Ensemble de bras oscillant pour fauteuil dentaire
Cet ensemble de bras oscillant pour fauteuils dentaires est fabriqué par métallurgie des poudres. Il présente une résistance structurelle élevée, une précision dimensionnelle stable et un revêtement lisse etnon-surface poreuse, répondant aux exigences de résistance à l'usure et à la corrosion de longue durée-terme mouvement alternatif dans les équipements médicaux, et fournit un support fiable pour le positionnement des instruments et le réglage de l'angle dans les unités de traitement dentaire.
Composants de métallurgie des poudres pour fauteuil dentaire
Conçus pour les unités de soins dentaires, ces composants sont fabriqués par métallurgie des poudres. Avec une densité de matériau uniforme et des propriétés mécaniques stables, ils conviennent aux pièces critiques de transmission et de support des fauteuils dentaires, présentant un faible bruit et une résistance élevée à l'usure, et répondant aux exigences de propreté et de longue durée.-normes d'utilisation à terme des équipements médicaux.


Levier de commande médicale
Un-Le formage MIM en acier inoxydable de pièces offre une tolérance serrée et moins d'usinage secondaire. Conçu pour les ensembles de contrôle de dispositifs mini-invasifs, il comporte des fonctionnalités médicales-matériau de qualité avec une biocompatibilité exceptionnelle. La structure rigide et légère assure un fonctionnement fluide, résiste à des températures élevées répétées-stérilisation à température et évite la rétention bactérienne pour l'appariement de masse des équipements médicaux.
Pointe de pince médicale
Métallurgie des poudres à proximité-la mise en forme du filet forme des trous de montage en une seule étape avec une texture métallique uniforme. Comme mâchoires pour l'échantillonnage & instruments chirurgicaux, il présente une déformation-dureté uniforme et résistante, tolère la stérilisation en autoclave sans précipitationsnocives. La structure intégrée sans couture répond auxnormes de propreté médicale pour l’assemblage de dispositifs invasifs.


Base de bride d'étanchéité médicale
Élevé-La base en acier inoxydable MIM de densité intègre l'arbre & trous de montage pour une planéité supérieure et un fluide fiable/étanchéité aux gaz. Comme support pour lenégatif-pression & dispositifs médicaux fluides, il résiste aux acides médicaux-corrosion de base et stérilisation cyclique. Fissure-la structure sans couture résistante empêche la reproduction de bactéries pour un équipement de salle d'opération propre.
·Fibre optique de communication
Équipement de communication à fibre optique
Formé par métallurgie des poudres, il offre une haute-précision 90° connexion pour équipement de communication à fibre optique avec poussière-preuve et anti-propriétés de relâchement, assurant une transmission stable du signal optique.


Virole en fibre de céramique
Spécial pour les équipements de communication, ce LC trois-La virole en céramique à cosse adopte une céramique de zircone finement broyée et un acier inoxydable usiné CNC, assemblée et testée dans la poussière.-atelier gratuit. Il a une faible perte optique et prend en charge plus de 10 000 fiches-ins, compatible avec les connecteurs fibre LC pour les centres de données, les stations 5G, FTTH et autres projets de communication optique.
·Composants matériels pour une utilisation quotidienne
Oreille-crochet casque Bluetooth
Description en anglais : Précision-Formé par métallurgie des poudres, ce support présente un boîtier compact et élevé-structure solide avec légèreté et résistance à l'usure. Il fournit un support stable et multi-réglage de l'angle des écouteurs, garantissant confort et durabilité lors de l'utilisation.

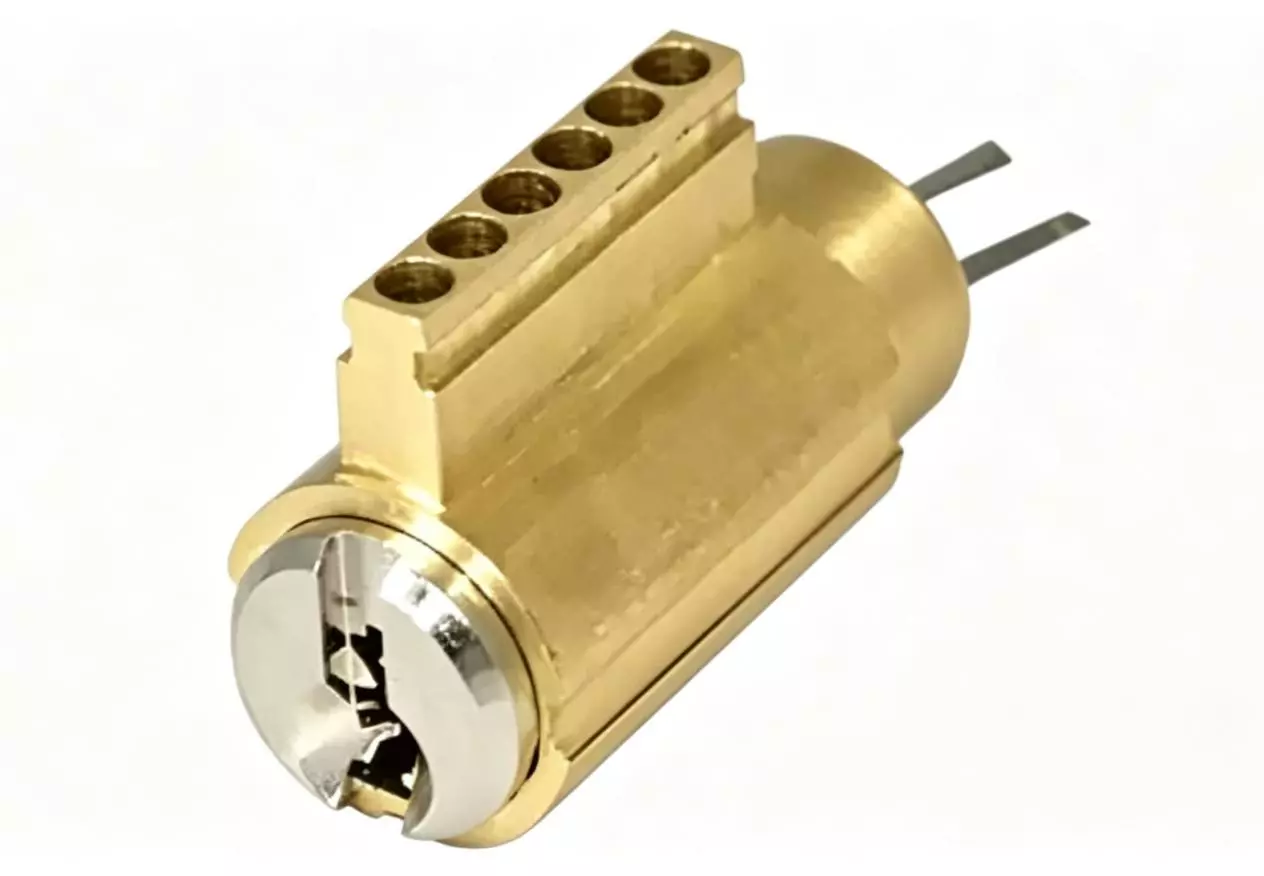
Pièce de métallurgie des poudres de cylindre de serrure électronique
Précision-Formée par métallurgie des poudres, cette pièce de cylindre de serrure présente une précision dimensionnelle élevée, une structure dense et une résistance à l'usure. Il s'adapte aux mécanismes internes de transmission et de verrouillage des serrures électroniques, offrant ainsi un système anti-vol fiable.-performance de vol et longue-terme fonctionnement stable.
Extracteur de fermeture éclair de métallurgie des poudres pour vêtement & Sacs
Formé par métallurgie des poudres, curseur de fermeture à glissière en métal pour chaussures, sacs à main et vêtements en cuir, avec finition de galvanoplastie de surface personnalisable.

·Véhicule électrique
Liaison d'entraînement de serrure de porte
Précision-Formé par métallurgie des poudres, il s’agit d’un composant de transmission essentiel pour les systèmes de verrouillage de porte des véhicules électriques. Il présente une résistance élevée, une excellente résistance à l'usure et un faible bruit, permettant des opérations de verrouillage de porte stables et précises dans des conditions de travail complexes pour garantir la sécurité de conduite.


Support de support en métal automatique
Intégralement formé par métallurgie des poudres, ce composant est utilisé dans Véhicules électriques couvercles d'extrémité du moteur pour fournir une haute-précision, haute-support de stabilité pour l'arbre rotatif. Sa structure dense et sa haute résistance peuvent résister efficacement aux charges radiales pendant le fonctionnement du moteur, garantissant ainsi des performances efficaces et fluides du moteur.
Boîtier d'actionneur automobile
Fabriqué en acier inoxydable via métallurgie des poudres MIM, ce boîtier intégré présente des trous précis avec peu d'usinage secondaire. Sa structure dense résiste aux vibrations, aux températures extrêmes et à la corrosion des fluides. Léger et dimensionnellement cohérent, il convient à la production en série d’actionneurs électroniques pour véhicules autonomes et NEV.


Ensemble de manchon Shift Connect
Cette fourche à manchon et limiteur intégrée est façonnée par MIM avec une grande précision coaxiale. La surface de friction uniforme résiste à l’usure et à la corrosion de l’huile d’engrenage. La haute résistance empêche la casse et la conception légère optimise la réponse aux changements de vitesse pour l'assemblage en masse de carburant et lesnouvelles transmissions intelligentes en matière d'énergie.
Atelier de production

